Die Werkzeugverwaltung bei Maschinen mit Werkzeugwechsler erfolgt immer über die Werkzeugliste
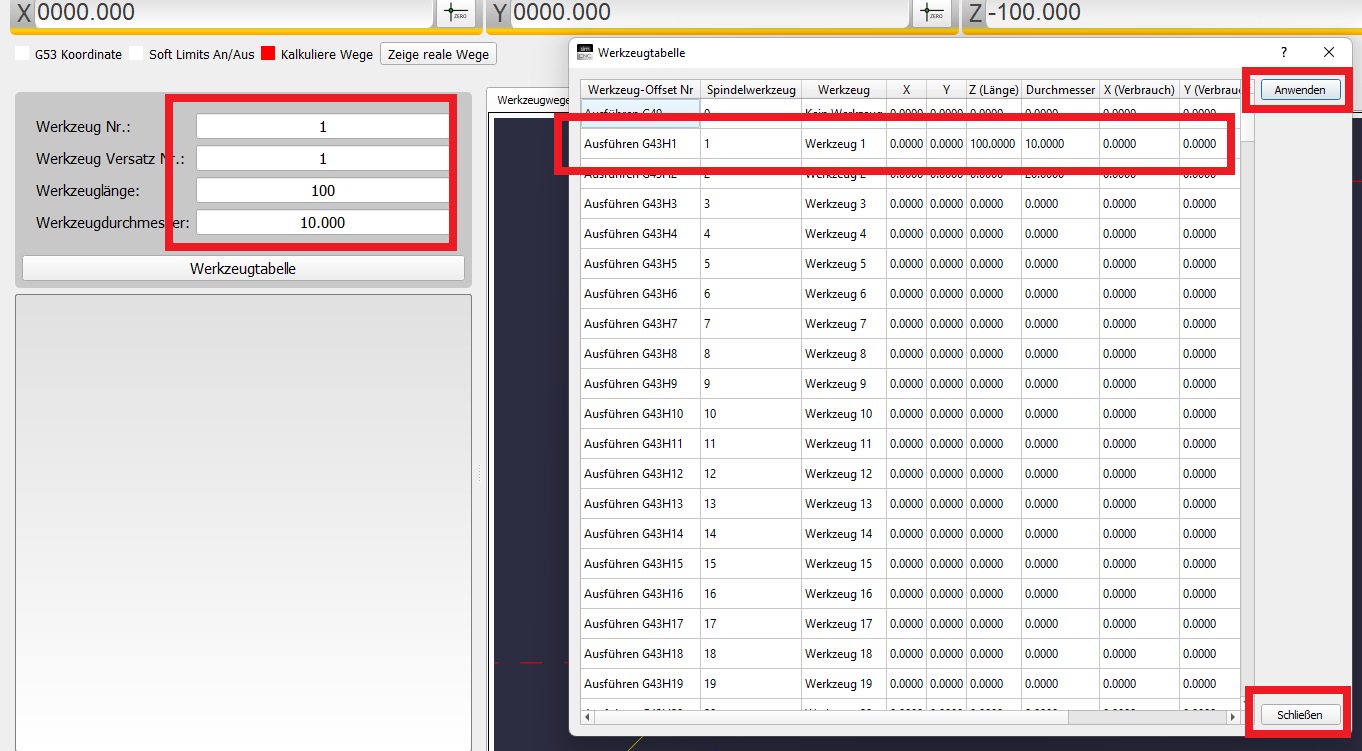
Öffnen Sie die Werkzeugtabelle mit einem Klick auf die Taste "Werkzeugtabelle"
pflegen Sie alle Parameter des Werkzeuges entsprechend der Tabell ein. Hier können die Durchmesser und Länge sowie der Verschleiß eingetragen werden.
Auf der Linken Seite sehen wir die aktuellen Werkzeugdaten die gerade aktuell verwendet werden.
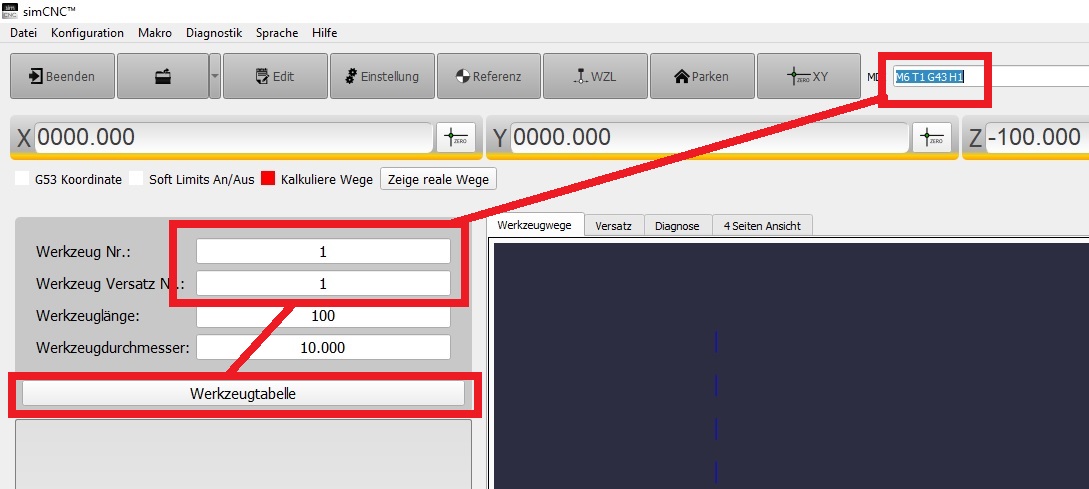
Gemäß DIN Codevorgaben muss ein Werkzeug mit dem Befehl M6 und mit den Parametern aufgerufen werden. Dieses wird oben in der MDI oder im Code selber ausgeführt.
Der DIN Code lautet M6 mit Angabe der Werkzeugnr. in Verbindung mit dem Befehl T und der dazugehörigen H Nummer
Hier im Beispiel wollen wir das Werkzeug 1 mit dem Versatz von Werkzeug 1 aufrufen. Der Befehl lautet dann: M6 T1 G43 H1
Wieso arbeiten wir mit unterschiedlichen H Werten und was bedeutet der H Wert.
H steht für die Länge des Werkzeuges.
Normalerweise arbeitet man mit immer den zugehörigen Werten eines Werkzeuges. Zum Beispiel bei T1 immer H1.
Wer aber mit Werkzeug 1 arbeiten möchte aber die Länge (Warum auch immer) von Werkzeug2 arbeiten möchte ruft dann H2 auf. Die H Werte werden benötigt um egal mit welchen Werkzeug immer die selbe Höhe anfahren zu können.
Die Werkzeugverwaltung bei Maschinen mit Werkzeugwechsler erfolgt immer über die Werkzeugliste Öffnen Sie die Werkzeugtabelle mit einem Klick auf die Taste "Werkzeugtabelle" pflegen Sie...
mehr erfahren » Fenster schließen Werkzeugverwaltung
Die Werkzeugverwaltung bei Maschinen mit Werkzeugwechsler erfolgt immer über die Werkzeugliste
Öffnen Sie die Werkzeugtabelle mit einem Klick auf die Taste "Werkzeugtabelle"
pflegen Sie alle Parameter des Werkzeuges entsprechend der Tabell ein. Hier können die Durchmesser und Länge sowie der Verschleiß eingetragen werden.
Auf der Linken Seite sehen wir die aktuellen Werkzeugdaten die gerade aktuell verwendet werden.
Gemäß DIN Codevorgaben muss ein Werkzeug mit dem Befehl M6 und mit den Parametern aufgerufen werden. Dieses wird oben in der MDI oder im Code selber ausgeführt.
Der DIN Code lautet M6 mit Angabe der Werkzeugnr. in Verbindung mit dem Befehl T und der dazugehörigen H Nummer
Hier im Beispiel wollen wir das Werkzeug 1 mit dem Versatz von Werkzeug 1 aufrufen. Der Befehl lautet dann: M6 T1 G43 H1
Wieso arbeiten wir mit unterschiedlichen H Werten und was bedeutet der H Wert.
H steht für die Länge des Werkzeuges.
Normalerweise arbeitet man mit immer den zugehörigen Werten eines Werkzeuges. Zum Beispiel bei T1 immer H1.
Wer aber mit Werkzeug 1 arbeiten möchte aber die Länge (Warum auch immer) von Werkzeug2 arbeiten möchte ruft dann H2 auf. Die H Werte werden benötigt um egal mit welchen Werkzeug immer die selbe Höhe anfahren zu können.