Klicken Sie auf das obere Bild um das Video zu starten !
Einstellungen immer zuerst vornehmen wenn die Motoren noch nicht montiert sind! Ansonsten kann es zu beschädigungen kommen.
Bei der CSMIO IP-A müssen die Signale des Wegmeßsystem auf den Motion Controller aufgelegt werden. Damit verschieben Sie die PID Regelung aus der Servoendstufe in den Motion Controller. Damit das auch für Anwender erfolgreich durchzuführen ist haben wir in der SM Software ein Autotuning.
Stellen Sie sich sicher das unter: Einstellungen - Moduls - Motortuning die Parameter richtig eingestellt haben. Erst dann starten Sie das Autotuning !
Wichtig in diesem Zusammenhang ist auch die Fehlertolleranz hoch zu setzen, schauen Sie hier noch mal nach:https://www.cnc-steuerung.com/motortuning
Gehen Sie dann wie folgt vor:
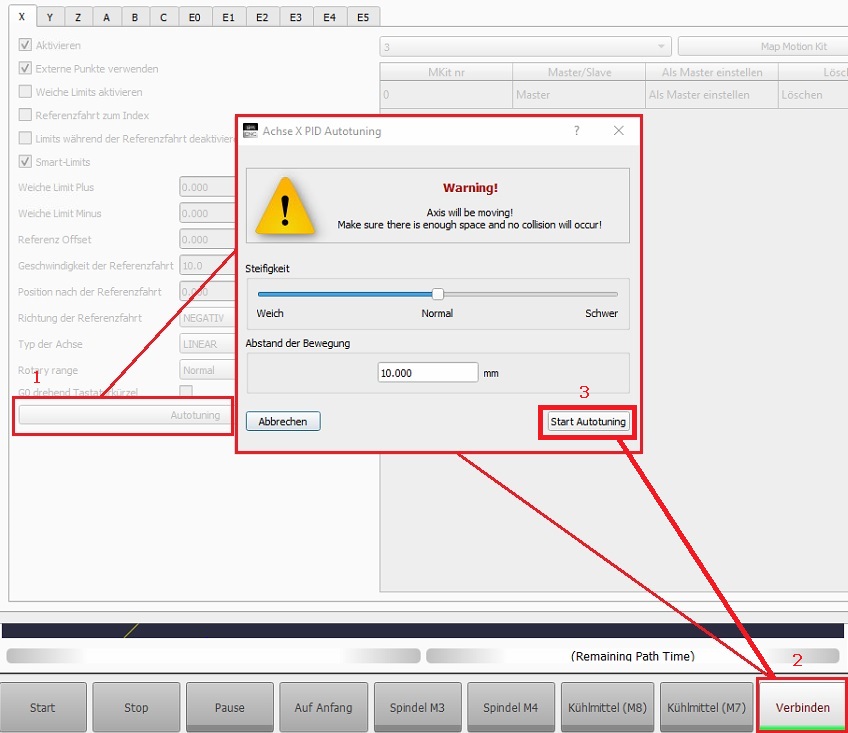
Klicken Sie auf Autotuning - es öffnet sich das Fenster - schieben Sie dieses soweit wie möglich Richtung Button Verbinden - klicken Sie dann unten auf Verbinden.
Und schnell auf "Start Autotuning"
Die Strecke ist auf 10mm im Ursprung gestellt, Sie können die Strecke größer wählen und auch wie Hard die Achse eingestellt werden soll.
Wir empfehlen Ihnen die Einstellungen so zu lassen. Eventuell je nach Maschine kann auch mit einer weicheren Einstellung begonnen werden.
Führen Sie zuerst das Tuning durch ohne den Motor an die Maschine angeschraubt zu haben.
Wenn Ihr Motor bei starten vom Autotuning sofort hochdreht und dann eine Fehlermeldung kommt liegt es an den Encodersignalen.
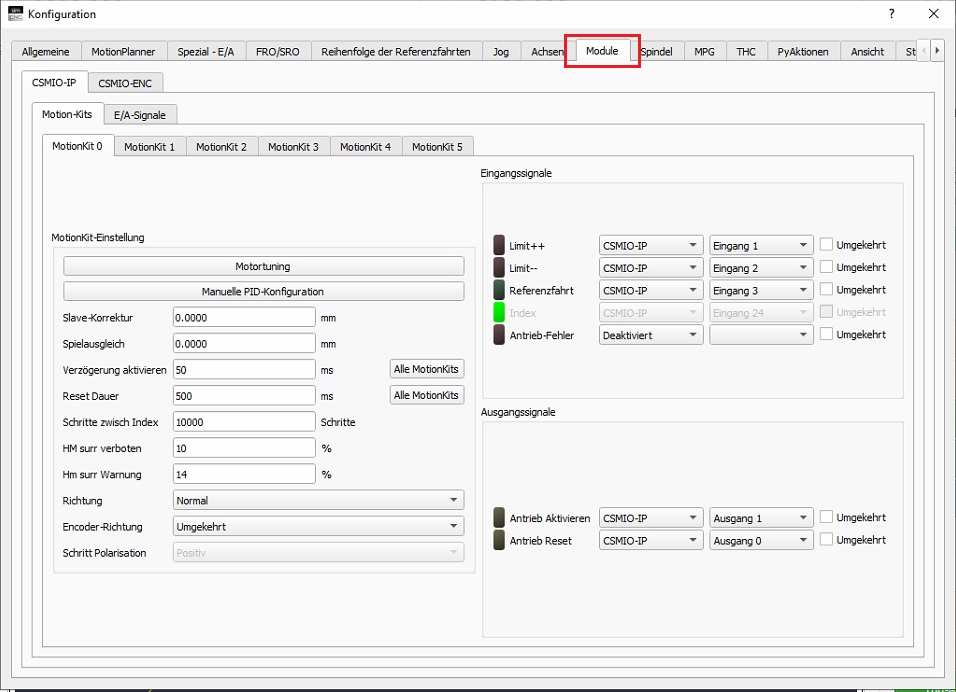
Gehen Sie aus dem Menü raus und wechseln Sie in den Einstellungen Module.
Suchen Sie unten links die Einstellungen "Encoder-Richtung" und wechseln Sie auf "Umgekehrt"
Warum muss ich die Encodersignale "Umkehren" ?
Wenn der Motor ein analoges Signal + 10 Volt oder - 10 Volt bekommt dreht diese dann entweder rechts oder links herum. Wenn die Encoder bei einem erwarteten Rechtslauf nun aber linksherum kommen, versucht die Endstufe
sofort auf die angeforderte Position zu bewegen was Ihr bei falsch ankommenden Signalen nicht geliegen wird. Deshalb kommt dann die Störmeldung. Drehen Sie die Richtung der Encodersignale und schon kann das Autotuning
starten. Kommt es zu einer Störmeldung obwohl das Autotuning schon eine Weile läuft. Starten Sie diese nochmal, es kann sein das Sie mehrmals starten müssen.
PS: Lassen Sie es durchlaufen bis die Meldung " Autotuning erfolgreich abgeschlossen kommt. Achten Sie nicht auf die angezeigte Prozentangabe.
Wenn Sie trotzall kein Tuning hinbekommen, können Sie hier einen Support buchen: https://www.cnc-steuerung.com/support
Hinweis:
Da wir bei der IP-A mit analogen Werten arbeiten kann es durchaus dazu kommen das die Achse die wir einstellen möchten schon nach dem aktivieren sofort losläuft.
Woher kommt das?
Wenn Sie das erstmal die Software ausführt, werden eventuell wenige Volt bereits ausgegeben. Wir gehen wir dann damit um?
Gehen Sie in Moduls bei der jeweiligen Achse auf "Manuelle PID Konfiguration" und stellen Sie alle Werte auf 0, stellen Sie die Fehlertolleranz auf 10.000 ein.
Achtung: Je nach dem wie hoch Sie die Auflöungen in den Servos eingestellt haben, kann die eingestellte Fehlertoleranz schnell überschritten werden.
Wenn alle Achsen fahren stellen Sie die Härte der Servos ein.
Gehen Sie erneut in das Motortuning und stellen den Schieberegel mehr in Richtund Schwer
Aber Achtung: Stellen Sie das so Schwer ein wie es geht aber übertreiben Sie die Einstellung nicht bei kleinen Maschinen.
Klicken Sie auf das obere Bild um das Video zu starten ! Einstellungen immer zuerst vornehmen wenn die Motoren noch nicht montiert sind! Ansonsten kann es zu beschädigungen kommen. Bei der...
mehr erfahren » Fenster schließen Klicken Sie auf das obere Bild um das Video zu starten !
Einstellungen immer zuerst vornehmen wenn die Motoren noch nicht montiert sind! Ansonsten kann es zu beschädigungen kommen.
Bei der CSMIO IP-A müssen die Signale des Wegmeßsystem auf den Motion Controller aufgelegt werden. Damit verschieben Sie die PID Regelung aus der Servoendstufe in den Motion Controller. Damit das auch für Anwender erfolgreich durchzuführen ist haben wir in der SM Software ein Autotuning.
Stellen Sie sich sicher das unter: Einstellungen - Moduls - Motortuning die Parameter richtig eingestellt haben. Erst dann starten Sie das Autotuning !
Wichtig in diesem Zusammenhang ist auch die Fehlertolleranz hoch zu setzen, schauen Sie hier noch mal nach:https://www.cnc-steuerung.com/motortuning
Gehen Sie dann wie folgt vor:
Klicken Sie auf Autotuning - es öffnet sich das Fenster - schieben Sie dieses soweit wie möglich Richtung Button Verbinden - klicken Sie dann unten auf Verbinden.
Und schnell auf "Start Autotuning"
Die Strecke ist auf 10mm im Ursprung gestellt, Sie können die Strecke größer wählen und auch wie Hard die Achse eingestellt werden soll.
Wir empfehlen Ihnen die Einstellungen so zu lassen. Eventuell je nach Maschine kann auch mit einer weicheren Einstellung begonnen werden.
Führen Sie zuerst das Tuning durch ohne den Motor an die Maschine angeschraubt zu haben.
Wenn Ihr Motor bei starten vom Autotuning sofort hochdreht und dann eine Fehlermeldung kommt liegt es an den Encodersignalen.
Gehen Sie aus dem Menü raus und wechseln Sie in den Einstellungen Module.
Suchen Sie unten links die Einstellungen "Encoder-Richtung" und wechseln Sie auf "Umgekehrt"
Warum muss ich die Encodersignale "Umkehren" ?
Wenn der Motor ein analoges Signal + 10 Volt oder - 10 Volt bekommt dreht diese dann entweder rechts oder links herum. Wenn die Encoder bei einem erwarteten Rechtslauf nun aber linksherum kommen, versucht die Endstufe
sofort auf die angeforderte Position zu bewegen was Ihr bei falsch ankommenden Signalen nicht geliegen wird. Deshalb kommt dann die Störmeldung. Drehen Sie die Richtung der Encodersignale und schon kann das Autotuning
starten. Kommt es zu einer Störmeldung obwohl das Autotuning schon eine Weile läuft. Starten Sie diese nochmal, es kann sein das Sie mehrmals starten müssen.
PS: Lassen Sie es durchlaufen bis die Meldung " Autotuning erfolgreich abgeschlossen kommt. Achten Sie nicht auf die angezeigte Prozentangabe.
Wenn Sie trotzall kein Tuning hinbekommen, können Sie hier einen Support buchen: https://www.cnc-steuerung.com/support
Hinweis:
Da wir bei der IP-A mit analogen Werten arbeiten kann es durchaus dazu kommen das die Achse die wir einstellen möchten schon nach dem aktivieren sofort losläuft.
Woher kommt das?
Wenn Sie das erstmal die Software ausführt, werden eventuell wenige Volt bereits ausgegeben. Wir gehen wir dann damit um?
Gehen Sie in Moduls bei der jeweiligen Achse auf "Manuelle PID Konfiguration" und stellen Sie alle Werte auf 0, stellen Sie die Fehlertolleranz auf 10.000 ein.
Achtung: Je nach dem wie hoch Sie die Auflöungen in den Servos eingestellt haben, kann die eingestellte Fehlertoleranz schnell überschritten werden.
Wenn alle Achsen fahren stellen Sie die Härte der Servos ein.
Gehen Sie erneut in das Motortuning und stellen den Schieberegel mehr in Richtund Schwer
Aber Achtung: Stellen Sie das so Schwer ein wie es geht aber übertreiben Sie die Einstellung nicht bei kleinen Maschinen.