Wie gehe ích vor bei der Servoeinstellung?
Stellen Sie als erstes die Parameter in der Servoendstufe ein. Für das Feedback benötigen wir hier in unserem (Beispiel).
Ein ganz wichtiger Part spielen die Encodersignale
Stellen Sie als aller erstes die Ausgabesignale der Rückführung ein.
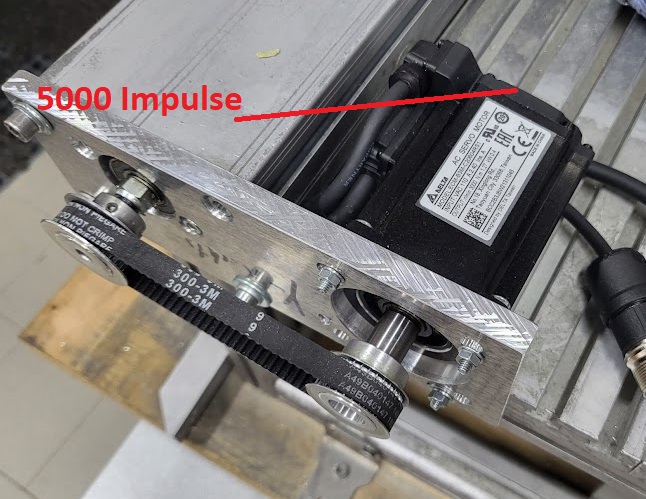
Stellen Sie dazu den Parameter P1.046 auf einen Wert (5000 oder mehr ein)der zu Ihrer Maschine passt.

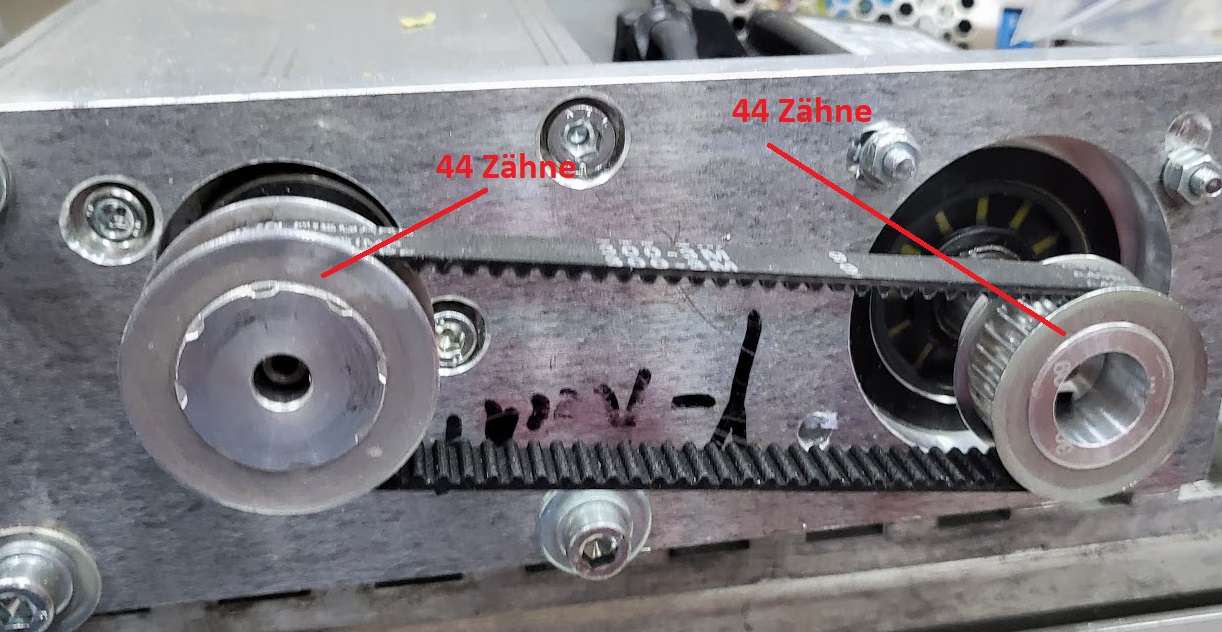
Wir haben bei unserer Datron keine Untersetzung zwischen Motor und Spindel. Die Steigung der Spindel beträgt 5 mm pro Umdrehung.
Für die Einstellungen der SIM Software gehen Sie auf den Reiter Modules - dann auf den entsprechenden Motion Kit - wählen Sie dann Motortuning.
Achtung: Die errechneten Impulse x 4 rechnen, da wir ja A und B und A/ und B/ Signale erhalten
Mehr dazu unter: https://www.cnc-steuerung.com/besonderheiten-ip-a
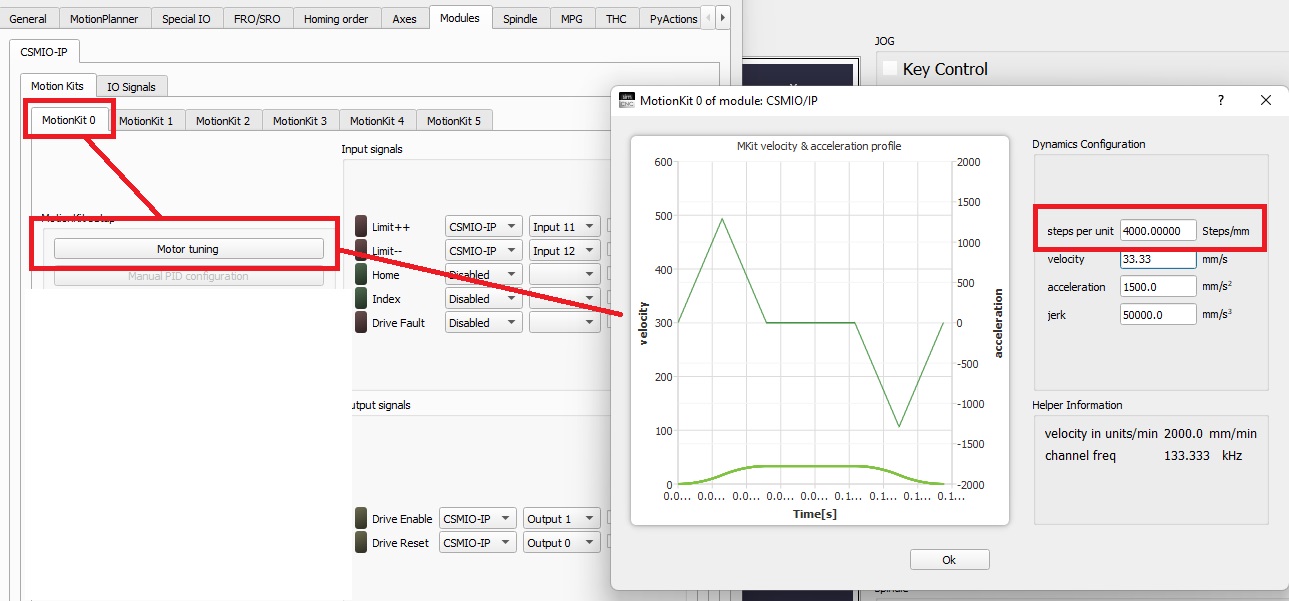
Das Feld Steps ist eigentlich falsch benannt. Bei der IP-A solte das Feld nicht Steps/mm sondern Signale per mm heißen.
Denn hier werden die Feedbacksignale eingetragen. Das ist einer der wichtigsten Einstellungen die Sie vornehmen müssen.
Aber wie kommt aus 5000 Impulse in der B3 nun 4000 Impulse /mm in der SIM Software. Wenn der Motor 5000 Impulse pro Umdrehung an die SIM Software liefert,
ist das ein Wert den die SIM Software so nicht braucht, die Software möchte wissen wie viele Impulse pro MM.
Da wir eine Steigung von 5 mm haben,
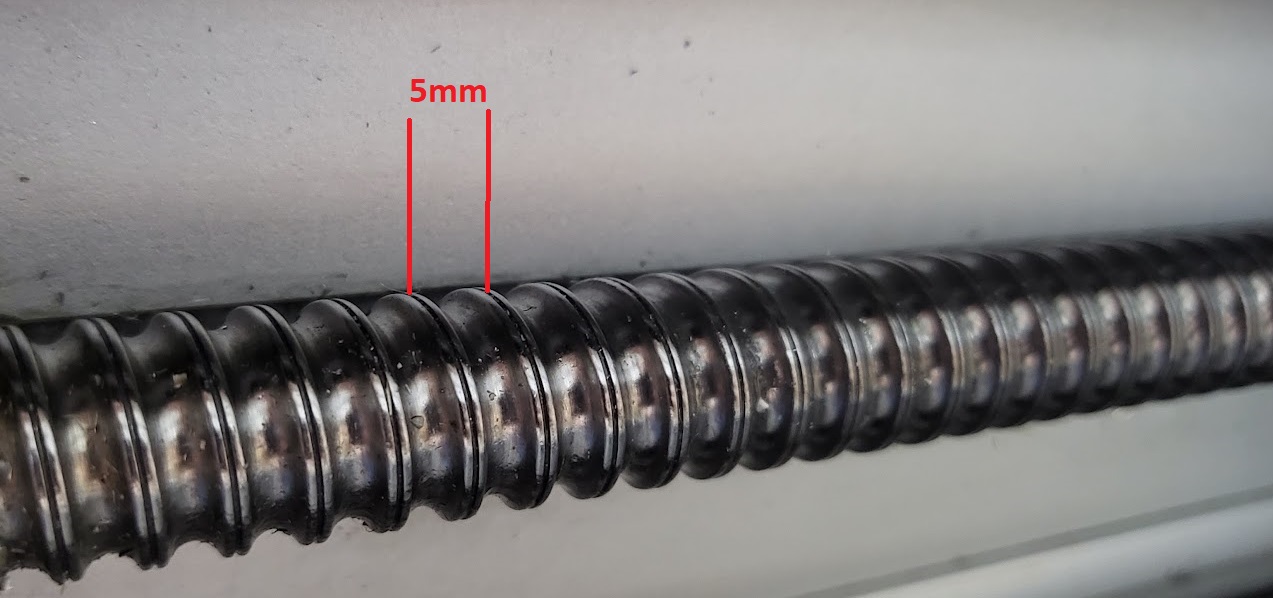
müssen wir die 5000 durch die 5mm Steigung teilen was dann 1000 Impulse je MM macht.
Nun haben wir aber ein A- A/ und ein B - B/ Signal, also 4 Signale für 1 Signal. Dieses bedeutet wenn wir "eigentlich" 1000 Signale senden - erhalten wir aber 4000 Impulse!
Tragen Sie den Wert 4000 nun im Feld Steps/mm bei der SIM Software ein.
Wie gehe ích vor bei der Servoeinstellung? Stellen Sie als erstes die Parameter in der Servoendstufe ein. Für das Feedback benötigen wir hier in unserem (Beispiel). Ein ganz...
mehr erfahren » Fenster schließen Wie gehe ích vor bei der Servoeinstellung?
Stellen Sie als erstes die Parameter in der Servoendstufe ein. Für das Feedback benötigen wir hier in unserem (Beispiel).
Ein ganz wichtiger Part spielen die Encodersignale
Stellen Sie als aller erstes die Ausgabesignale der Rückführung ein.
Stellen Sie dazu den Parameter P1.046 auf einen Wert (5000 oder mehr ein)der zu Ihrer Maschine passt.
Wir haben bei unserer Datron keine Untersetzung zwischen Motor und Spindel. Die Steigung der Spindel beträgt 5 mm pro Umdrehung.
Für die Einstellungen der SIM Software gehen Sie auf den Reiter Modules - dann auf den entsprechenden Motion Kit - wählen Sie dann Motortuning.
Achtung: Die errechneten Impulse x 4 rechnen, da wir ja A und B und A/ und B/ Signale erhalten
Mehr dazu unter: https://www.cnc-steuerung.com/besonderheiten-ip-a
Das Feld Steps ist eigentlich falsch benannt. Bei der IP-A solte das Feld nicht Steps/mm sondern Signale per mm heißen.
Denn hier werden die Feedbacksignale eingetragen. Das ist einer der wichtigsten Einstellungen die Sie vornehmen müssen.
Aber wie kommt aus 5000 Impulse in der B3 nun 4000 Impulse /mm in der SIM Software. Wenn der Motor 5000 Impulse pro Umdrehung an die SIM Software liefert,
ist das ein Wert den die SIM Software so nicht braucht, die Software möchte wissen wie viele Impulse pro MM.
Da wir eine Steigung von 5 mm haben,
müssen wir die 5000 durch die 5mm Steigung teilen was dann 1000 Impulse je MM macht.
Nun haben wir aber ein A- A/ und ein B - B/ Signal, also 4 Signale für 1 Signal. Dieses bedeutet wenn wir "eigentlich" 1000 Signale senden - erhalten wir aber 4000 Impulse!
Tragen Sie den Wert 4000 nun im Feld Steps/mm bei der SIM Software ein.