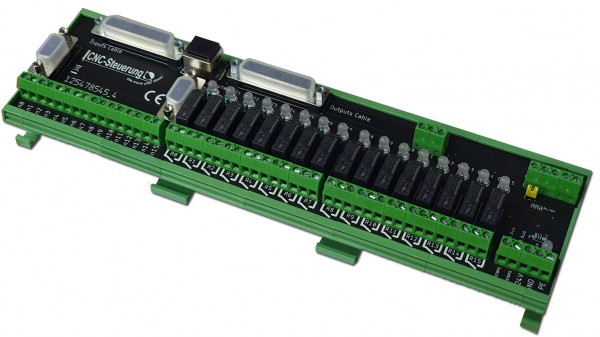
Alles kompakt auf einer Platine: Unsere Baugruppe vereint alles auf einer Platine.
- Eingänge sauber beschriftet
- 16 Ausgänge mit Relais
- Expansionsport für unsere Expansionsbaugruppen
- RJ 45 Übergabebuchse für das CNC Connectsystem
Das In Out Board wird über dem grünen Pachtkabel mit dem BIG IO Board verbunden.
Über das Patchkabel werden die ersten beiden Relais übergeben und das Not Aus Signal. Wer das BIG IO Board anschließt muss wissen das die ersten beiden Relais für die Funktion
- SON und RST vergeben sind.
Eingänge:
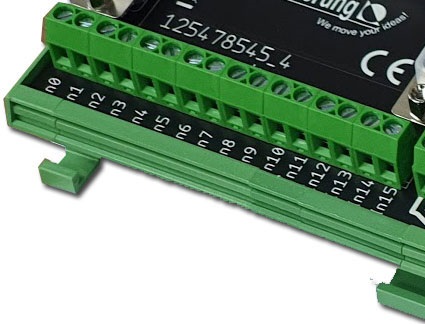
Es stehen Ihnen 16 digitale Eingänge. Hier erwarten wir ein 24 Volt Signal, da wir intern für Sie die Verdrahtung der GND Signale vorgenommen haben.
Die Eingänge sind sauber beschriftet mit In 0 bis In 15. Zudem bieten wir auch ein Expasionsboard zu dieser baugruppe an. lesen Sie dazu mehr unter Expansionsboad
Ausgänge:
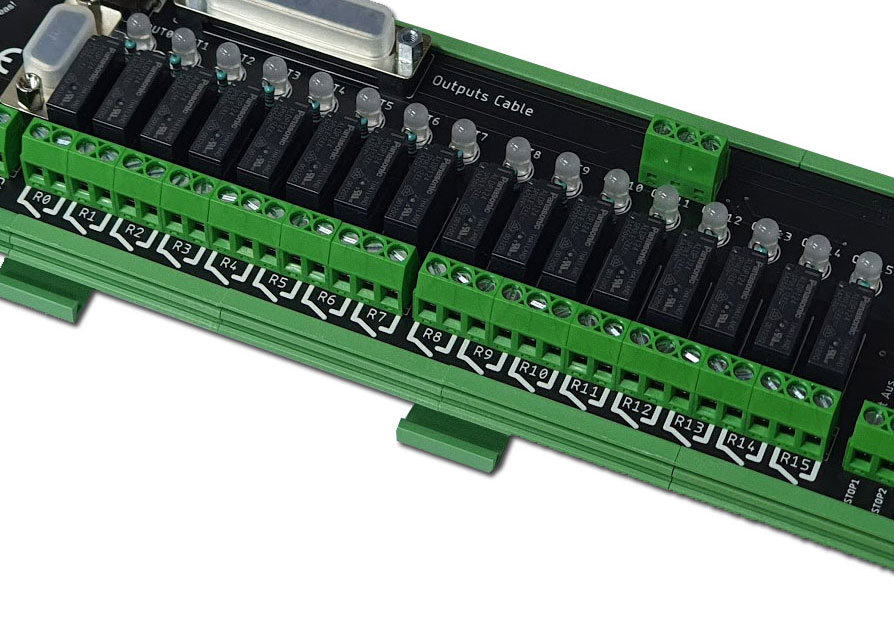
wir haben intern die Verdrahtung übernommen und direkt 16 Relais angeschlossen.
Jedes Relais hat eine LED als Signal wenn der Ausgang geschaltet wurde. Die Beschriftung der Relais ist R0 bis R15.
Die Relais sind mit max. 230 Volt 5A belastbar
Stromanschluss: Einer für alle
Auch hier haben wir Ihnen die Arbeit sehr erleichtert. Ein Anschluss für alles.
An den Klemmen (gelber Ring) legen Sie die Signale:
- PE
- GND
- 24 Volt an
- EStop1 und Estop2 braucht nur der anlegen der ein MPG Modul hat.
Das MPG Modul (blauer Ring) wird über die 5 Schraublemmen versorgt:
- PE
- GND
- 24 Volt
- Estop 1
- Estop 2
Die IP-S Steuerung (roter Ring) wird über die Klemmen
- PE
- GND
- 24 VDC angeschlossen

Wer im gelben Ring den E-Stop1 und Estop2 für den Not Auskreis des MPG Modules nutzt muss wenn ein MPG Modul angeschlossen ist den Jumper (roter Ring) abziehen.
Wird aber der EStop1 und Estop2 verdrahtet aber kein MPG Modul angeschlossen muss der Jumper gesteckt bleiben. Der Jumper schließt praktisch die Klemmen EStop1 und EStop2 "kurz"

Version: 6 der Baugruppe Erweiterung:
Sie erkennen die baugruppe an der rechten Seite neben dem 25 poligen D-Sub Buchse eine weitere 9 polige Buchse. Hier kann das Optionale Modul "Taktschmierung" aufgesteckt werden.
Setzen Sie zum Aktivieren den Ausgang 15 um das Taktmodul überhaupt zu aktivieren.
Der Ausgang an dem das Schmiergerät angeschlossen werden kann ist dann Ausgang 13.
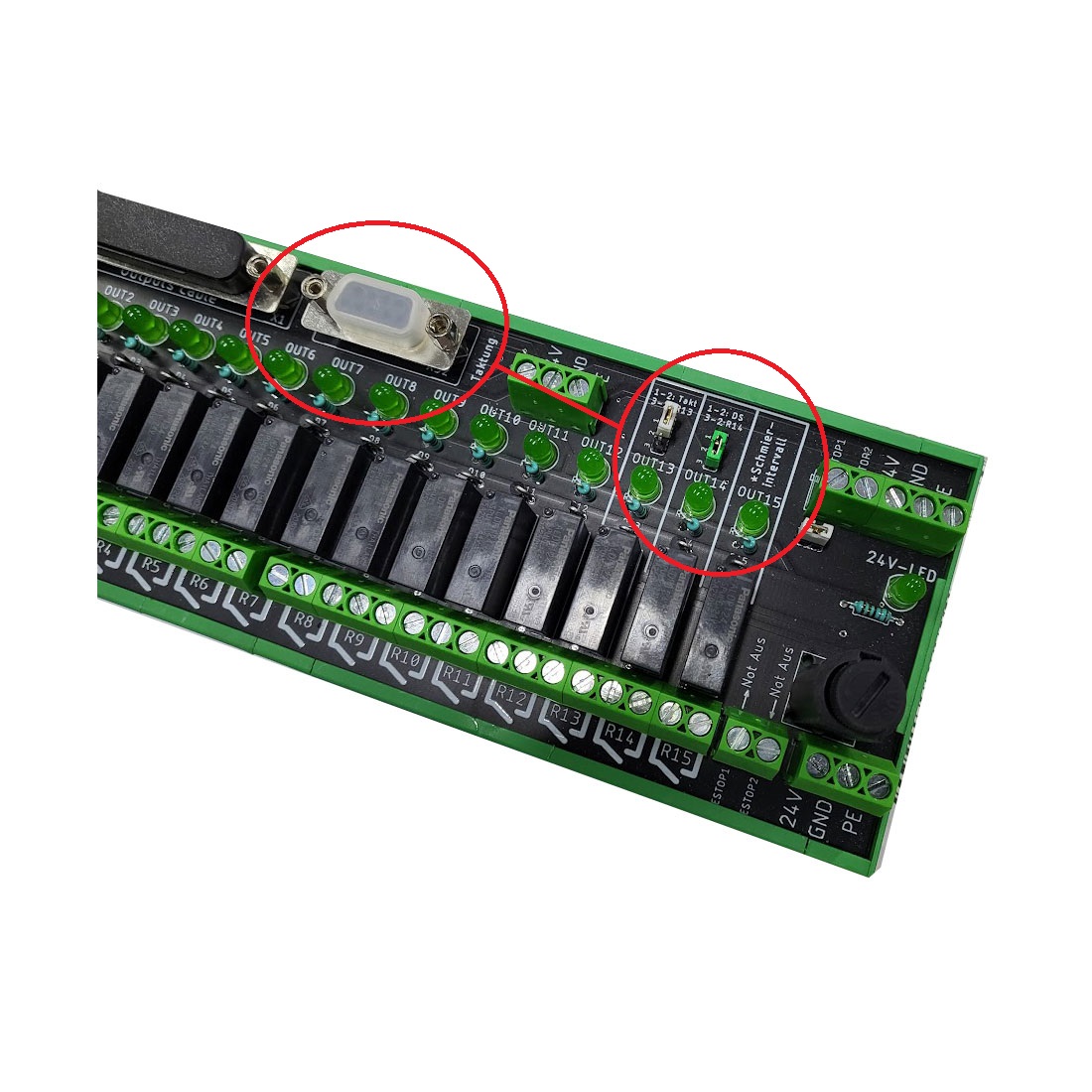
Das Taktmnodul selber wird auf der Platine an der 9 poligigen Buchse aufgesteckt und festgeschraubt
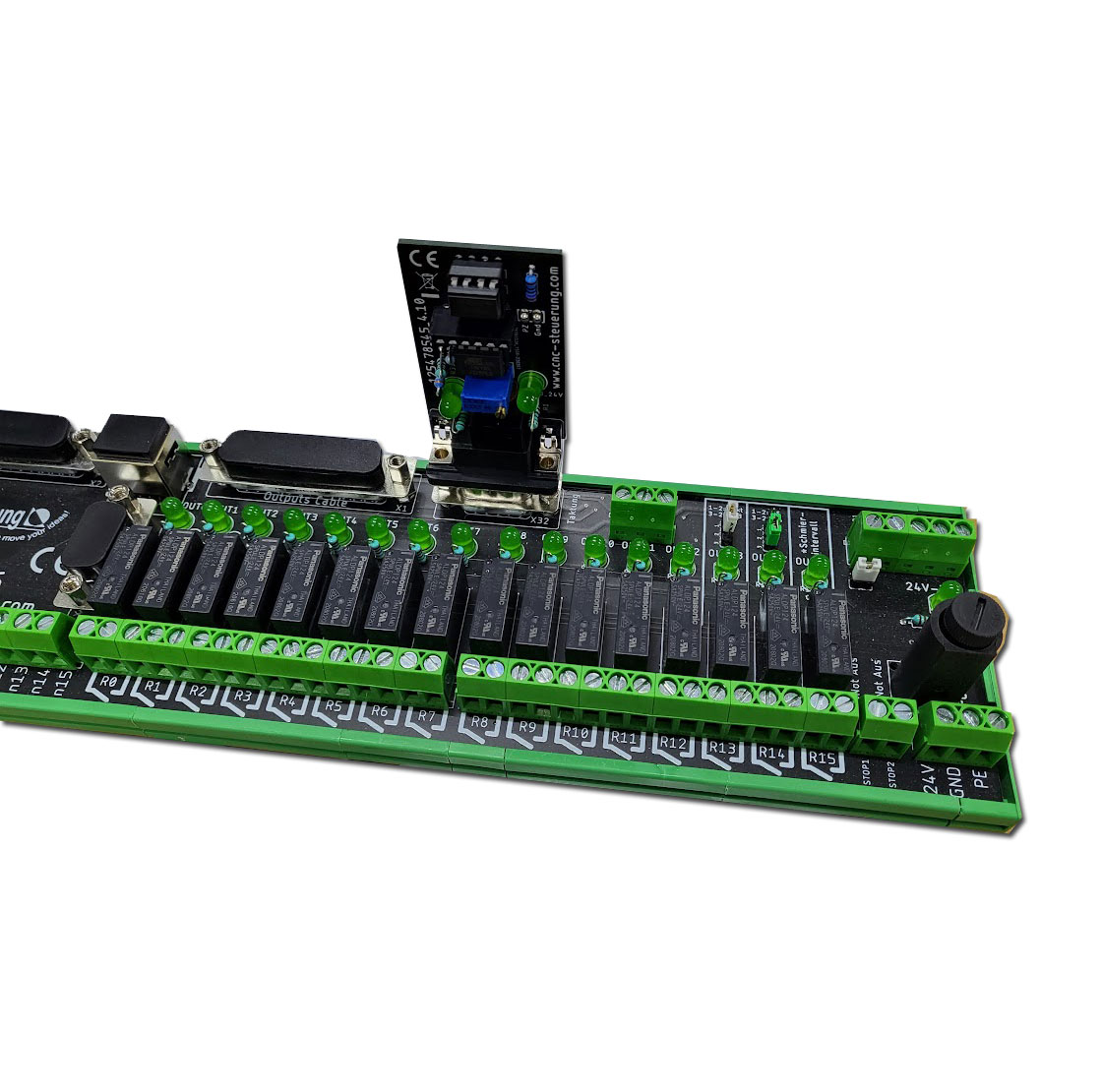
Stellen Sie mittels kleinem Schraubendreher am Poti die Pausenzeit ein.
Benutzen Sie ein Multimeter und messen Sie an den Messpunkten PZ und GND die Spannung:
100 Millivolt = 1 Minute
1 Volt gleich 10 Minuten
drehen Sie den Poti solange bis die richtige Pausenzeit. Sie können max. 22 Umdrehungen einstellen was dann max. 5 Volt beträgt = 50 min Pausenzeit bedeutet.

Alles kompakt auf einer Platine: Unsere Baugruppe vereint alles auf einer Platine. - Eingänge sauber beschriftet - 16 Ausgänge mit Relais - Expansionsport für unsere Expansionsbaugruppen...
mehr erfahren » Fenster schließen In Out Board
Alles kompakt auf einer Platine: Unsere Baugruppe vereint alles auf einer Platine.
- Eingänge sauber beschriftet
- 16 Ausgänge mit Relais
- Expansionsport für unsere Expansionsbaugruppen
- RJ 45 Übergabebuchse für das CNC Connectsystem
Das In Out Board wird über dem grünen Pachtkabel mit dem BIG IO Board verbunden.
Über das Patchkabel werden die ersten beiden Relais übergeben und das Not Aus Signal. Wer das BIG IO Board anschließt muss wissen das die ersten beiden Relais für die Funktion
- SON und RST vergeben sind.
Eingänge:
Es stehen Ihnen 16 digitale Eingänge. Hier erwarten wir ein 24 Volt Signal, da wir intern für Sie die Verdrahtung der GND Signale vorgenommen haben.
Die Eingänge sind sauber beschriftet mit In 0 bis In 15. Zudem bieten wir auch ein Expasionsboard zu dieser baugruppe an. lesen Sie dazu mehr unter Expansionsboad
Ausgänge:
wir haben intern die Verdrahtung übernommen und direkt 16 Relais angeschlossen.
Jedes Relais hat eine LED als Signal wenn der Ausgang geschaltet wurde. Die Beschriftung der Relais ist R0 bis R15.
Die Relais sind mit max. 230 Volt 5A belastbar
Stromanschluss: Einer für alle
Auch hier haben wir Ihnen die Arbeit sehr erleichtert. Ein Anschluss für alles.
An den Klemmen (gelber Ring) legen Sie die Signale:
- PE
- GND
- 24 Volt an
- EStop1 und Estop2 braucht nur der anlegen der ein MPG Modul hat.
Das MPG Modul (blauer Ring) wird über die 5 Schraublemmen versorgt:
- PE
- GND
- 24 Volt
- Estop 1
- Estop 2
Die IP-S Steuerung (roter Ring) wird über die Klemmen
- PE
- GND
- 24 VDC angeschlossen
Wer im gelben Ring den E-Stop1 und Estop2 für den Not Auskreis des MPG Modules nutzt muss wenn ein MPG Modul angeschlossen ist den Jumper (roter Ring) abziehen.
Wird aber der EStop1 und Estop2 verdrahtet aber kein MPG Modul angeschlossen muss der Jumper gesteckt bleiben. Der Jumper schließt praktisch die Klemmen EStop1 und EStop2 "kurz"
Version: 6 der Baugruppe Erweiterung:
Sie erkennen die baugruppe an der rechten Seite neben dem 25 poligen D-Sub Buchse eine weitere 9 polige Buchse. Hier kann das Optionale Modul "Taktschmierung" aufgesteckt werden.
Setzen Sie zum Aktivieren den Ausgang 15 um das Taktmodul überhaupt zu aktivieren.
Der Ausgang an dem das Schmiergerät angeschlossen werden kann ist dann Ausgang 13.
Das Taktmnodul selber wird auf der Platine an der 9 poligigen Buchse aufgesteckt und festgeschraubt
Stellen Sie mittels kleinem Schraubendreher am Poti die Pausenzeit ein.
Benutzen Sie ein Multimeter und messen Sie an den Messpunkten PZ und GND die Spannung:
100 Millivolt = 1 Minute
1 Volt gleich 10 Minuten
drehen Sie den Poti solange bis die richtige Pausenzeit. Sie können max. 22 Umdrehungen einstellen was dann max. 5 Volt beträgt = 50 min Pausenzeit bedeutet.
 Optionskarte
Optionskarte  8 fach Relaisbaugruppe
8 fach Relaisbaugruppe  IP-S IN OUT 8 fach für die IP-S Steuerung
IP-S IN OUT 8 fach für die IP-S Steuerung