G53 – Maschinenkoordinatensystem:
Obwohl die Mehrheit der Positionierung Ihrer Maschine in einem Werkstückkoordinatensystem stattfindet ist es manchmal vorteilhaft im Maschinenkoordinatensystem zu arbeiten. Der G53 ist ein nicht modal haltender Befehl, er ist nur in einem Satz aktiv, in dem er festgelegt wird. Dies kann für den Übergang zu einer Belade / Entladen-Position am Ende eines Programms oder den Übergang zu einer Werkzeugwechsellage in einem Werkzeugwechselmakro nützlich sein. Dies ist auch eine viel sichere Art die Maschine in Grundstellung zu bewegen.
Format: G53 X Y Z A B C
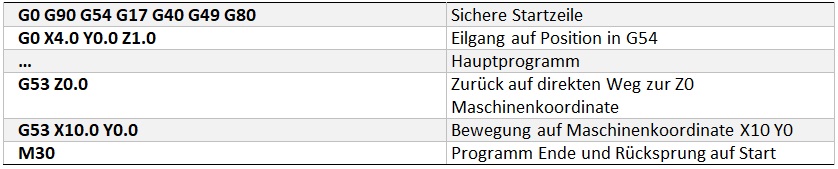
In dem obigen Beispiel werden die letzten zwei Positionierungen im Maschinenkoordinatensystem durchgeführt.
G53 – Maschinenkoordinatensystem: Obwohl die Mehrheit der Positionierung Ihrer Maschine in einem Werkstückkoordinatensystem stattfindet ist es manchmal vorteilhaft im Maschinenkoordinatensystem...
mehr erfahren » Fenster schließen G53 – Maschinenkoordinatensystem:
Obwohl die Mehrheit der Positionierung Ihrer Maschine in einem Werkstückkoordinatensystem stattfindet ist es manchmal vorteilhaft im Maschinenkoordinatensystem zu arbeiten. Der G53 ist ein nicht modal haltender Befehl, er ist nur in einem Satz aktiv, in dem er festgelegt wird. Dies kann für den Übergang zu einer Belade / Entladen-Position am Ende eines Programms oder den Übergang zu einer Werkzeugwechsellage in einem Werkzeugwechselmakro nützlich sein. Dies ist auch eine viel sichere Art die Maschine in Grundstellung zu bewegen.
Format: G53 X Y Z A B C
In dem obigen Beispiel werden die letzten zwei Positionierungen im Maschinenkoordinatensystem durchgeführt.