Laserschneiden mit der SIM Software
Die SIM Software unterstützt 3 verschiedene Modis.
1. mit integrierter CAM Software - Laden Sie eine Bilddatei
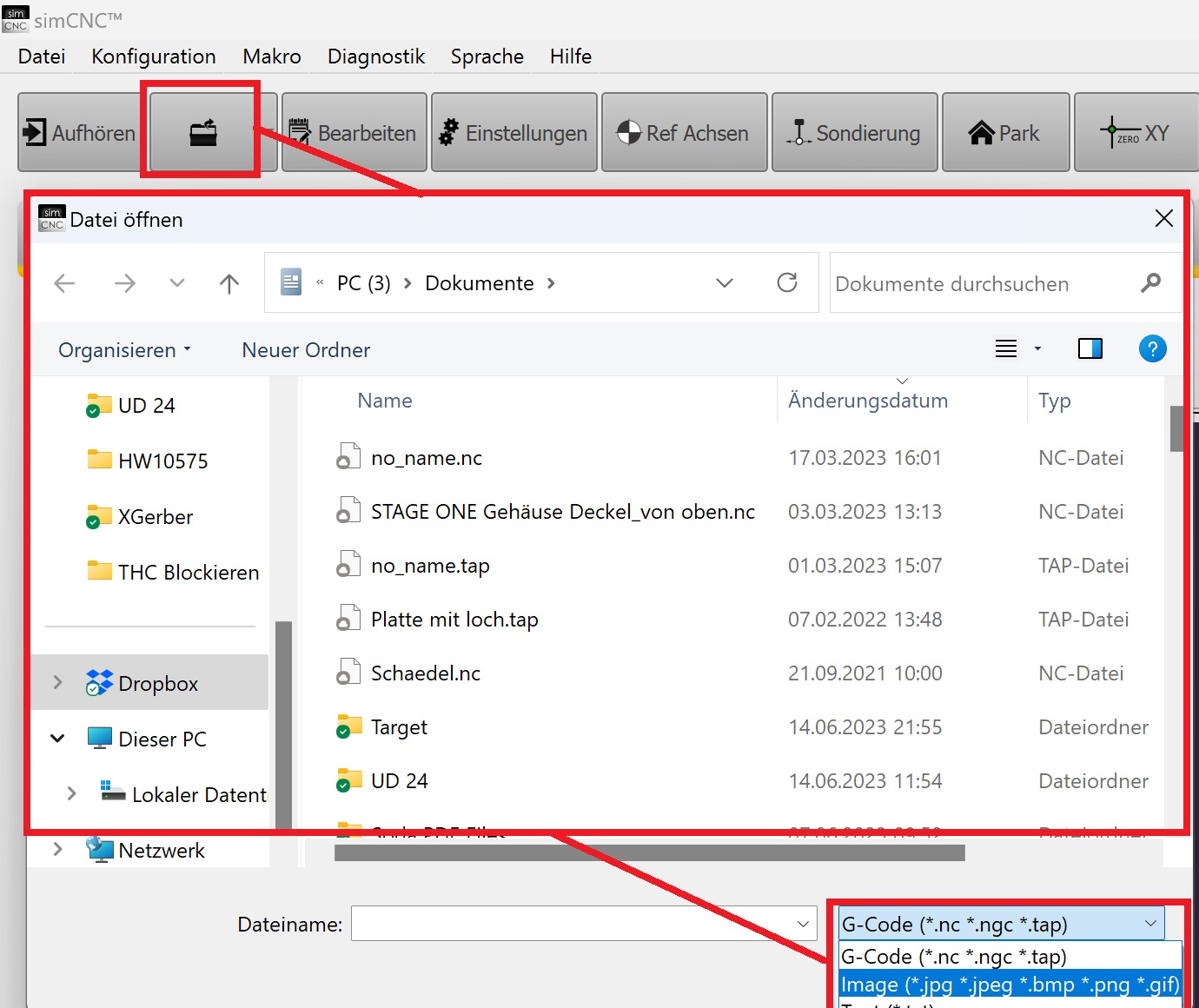
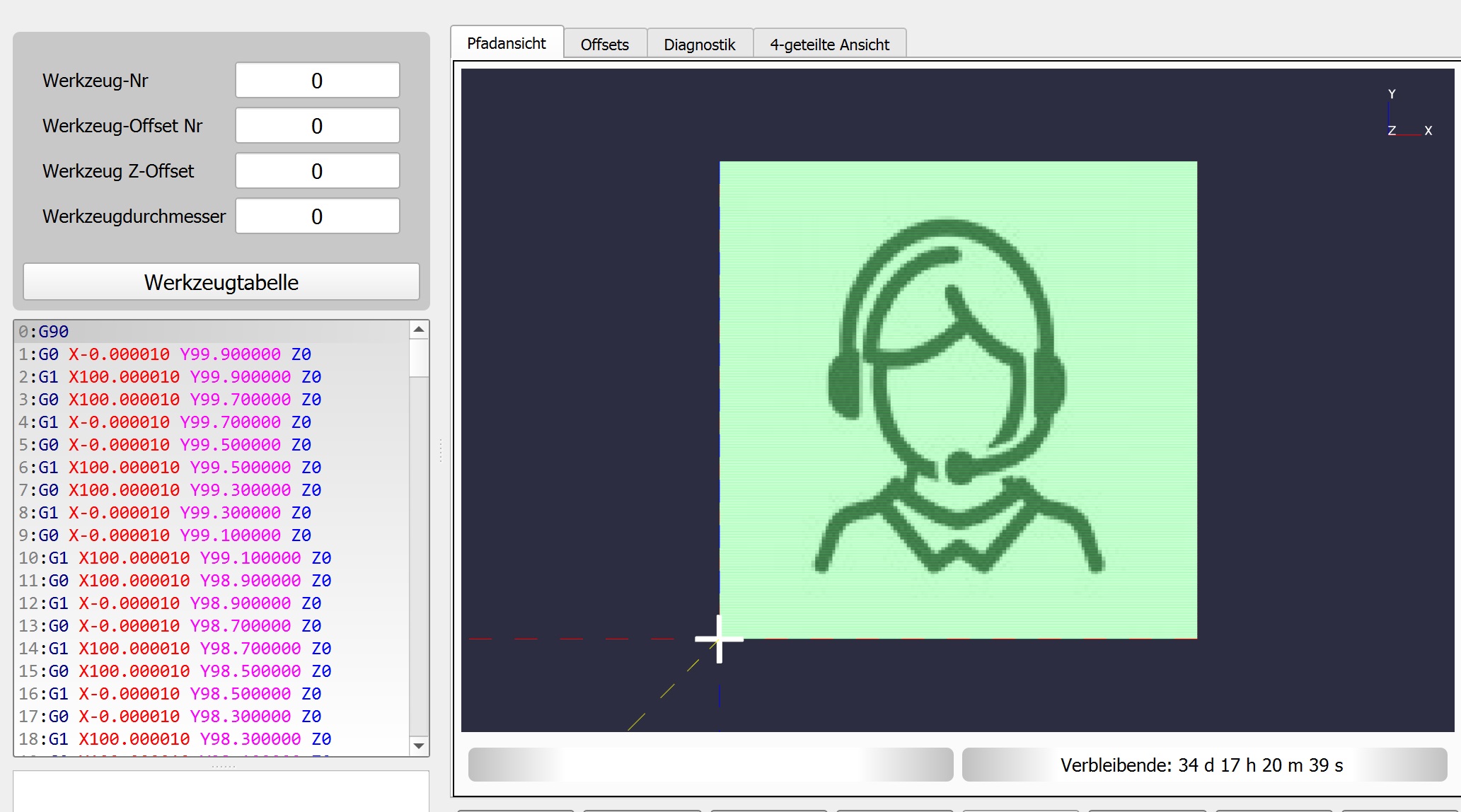
Nach dem Laden des Bildes erscheint die Oberfläche der integrierten Mini-CAM-Software der SIM Software
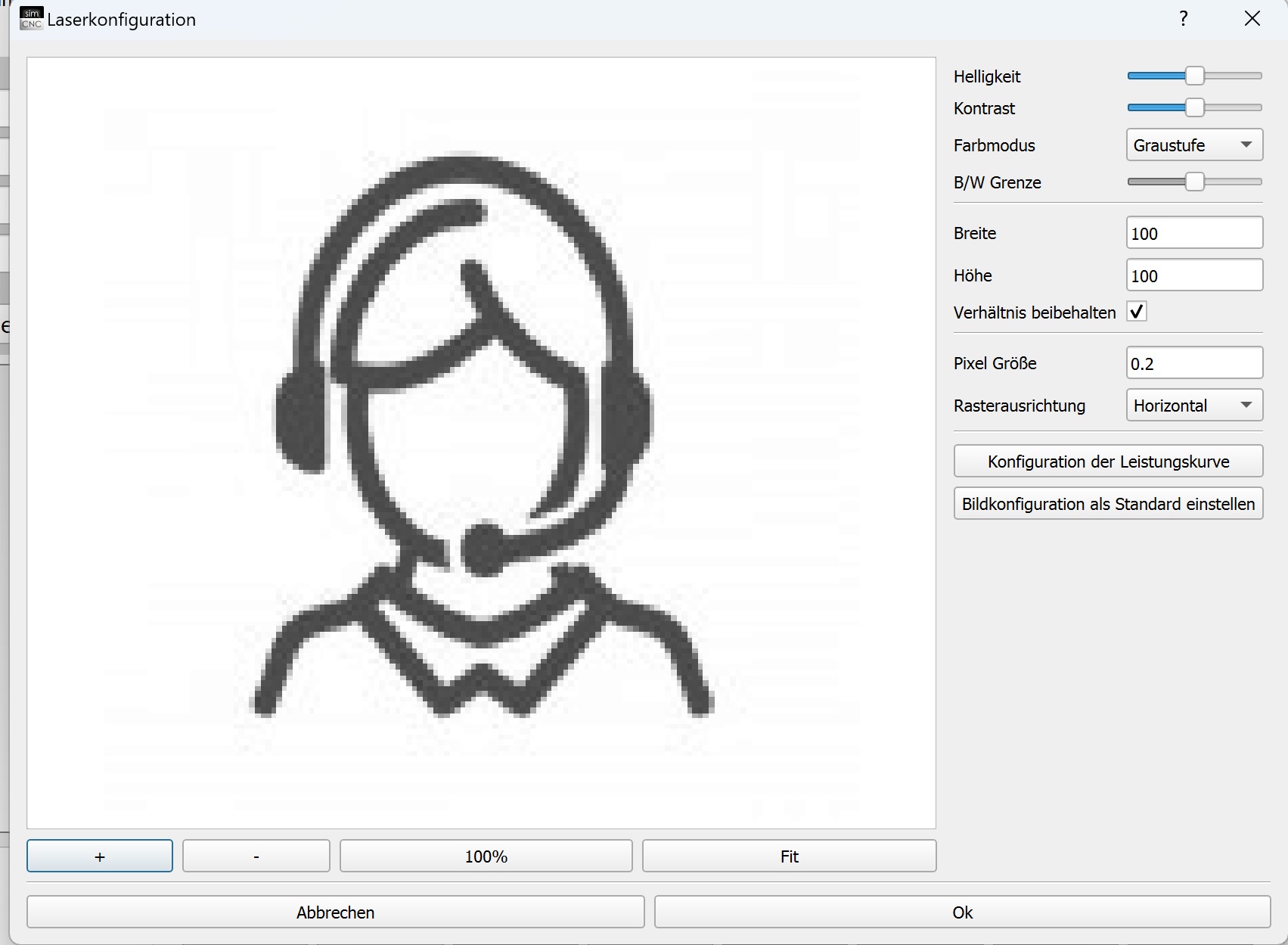
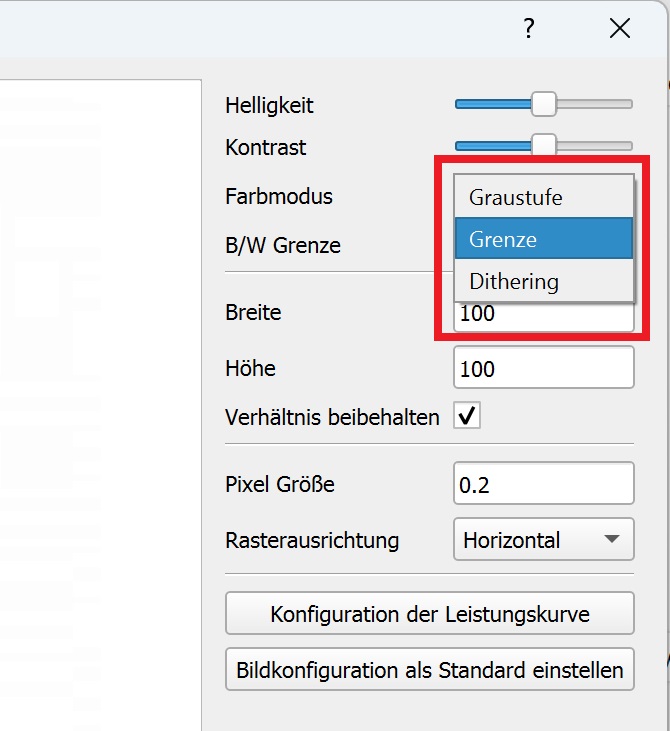
Die integrierte CAM-Software verwendet drei (3) Betriebsmodi, die oben im roten Kasten dargestellt sind.
Jeder dieser Modi verwendet einen Analogausgang von 0-10 V.
Es ist sogar möglich, die Laserleistung in Bezug auf die Spannung zu skalieren.
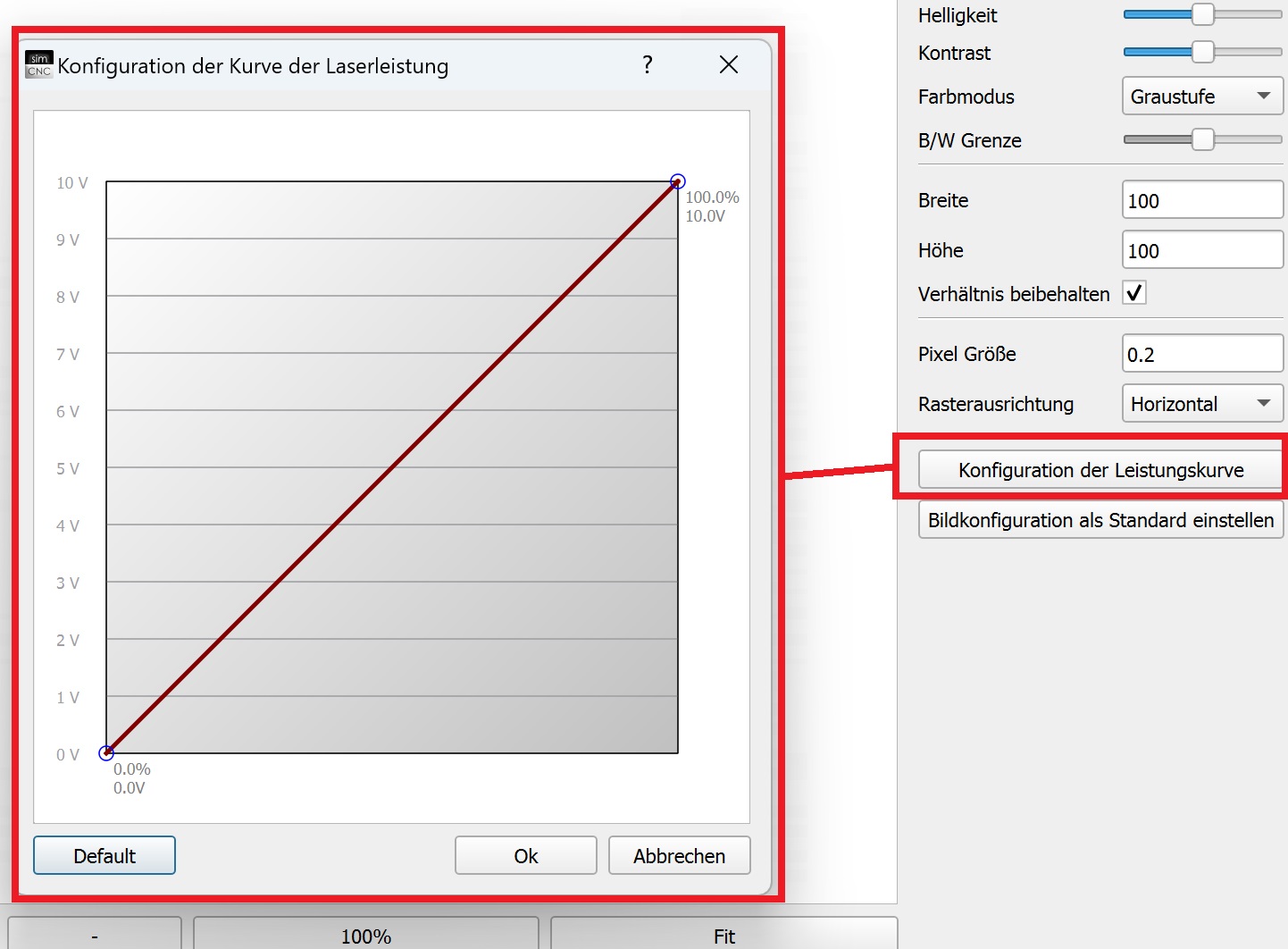
Nach dem Drücken der Schaltfläche „OK“ generiert simCNC eine Leistungskarte für den Laser und einen G-Code, der den Kopf bewegt.
2. Gravieren mit „S“-Befehl (aus der G-Code-Ebene) und externer CAM-Software
Als Beispielsoftware können wir die Software VCarve Pro empfehlen. Für diese Software haben wir einen Postprozessor und zwei Makros M13 und M15 entwickelt. Laden Sie sich hier die Makros herunter: Makros
Makros müssen zu simCNC hinzugefügt werden, damit es den analogen Lasersteuerungsmodus aktivieren kann. Diese Makros werden automatisch aus der G-Code-Ebene aufgerufen, sodass man außer dem Hinzuzufügen zum Ordner „Skripte“ des eigenen Profils nichts weiter tun muss. Wie bereits erwähnt, wird der Laser von einem Analogsignal von 0-10 V gesteuert, was erfordert, dass die analoge Ausgangsnummer in den simCNC-Einstellungen, Registerkarte „Spezielle I / O“ konfiguriert wird. Hier handelt es sich um „Laser Analog“, bei der zwei Analogausgängen von 0-10 V zur Auswahl stehen
Das M13-Makro schaltet den Lasermodus ein (G-Code am Anfang einfügen) und das M15-Makro schaltet den Lasermodus aus (G-Code am Ende einfügen). Die Leistung wird mit dem „S“-Befehl aus der G-Code-Ebene gesteuert, wobei der S0-Befehl 0 % Leistung und der S100-Befehl 100 % Leistung bedeutet. Das Ändern der Laserleistung mit dem „S“-Befehl erfolgt synchron zur Trajektorie und kann mit sehr hoher Frequenz erfolgen. In diesem Modus wird wie im vorherigen der analoge Ausgang 0-10 V verwendet, um die Laserleistung zu steuern ( 1 % = 0.1 V).
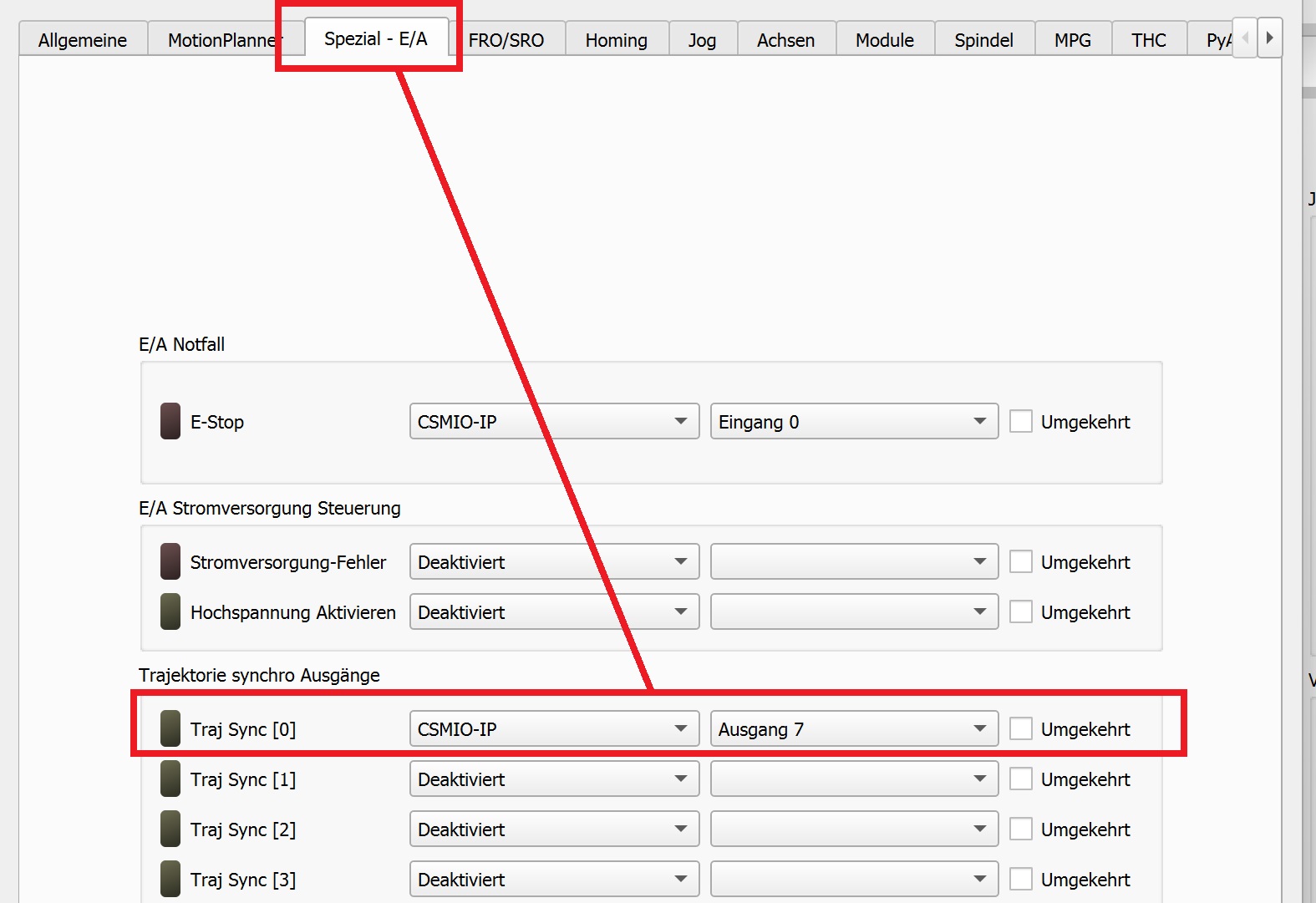
3. Mit den Befehlen „M62 Px“ und „M63 Px“ (aus der G-Code-Ebene), d.h. mittels 24V-Digitalausgängen synchron zur Bewegungstrajektorie.
Der Befehl M62 P0 schaltet den synchronen Ausgang Nummer 0 ein und der Befehl M63 P0 schaltet ihn aus. Nachfolgend finden Sie ein Beispiel für die Konfiguration des Digitalausgangs Nr. 7 als Synchronausgang Nr. 0.
Laserschneiden mit der SIM Software Die SIM Software unterstützt 3 verschiedene Modis. 1. mit integrierter CAM Software - Laden Sie eine Bilddatei Nach dem Laden des Bildes erscheint die...
mehr erfahren » Fenster schließen Laserschneiden mit der SIM Software
Die SIM Software unterstützt 3 verschiedene Modis.
1. mit integrierter CAM Software - Laden Sie eine Bilddatei
Nach dem Laden des Bildes erscheint die Oberfläche der integrierten Mini-CAM-Software der SIM Software
Die integrierte CAM-Software verwendet drei (3) Betriebsmodi, die oben im roten Kasten dargestellt sind.
Jeder dieser Modi verwendet einen Analogausgang von 0-10 V.
Es ist sogar möglich, die Laserleistung in Bezug auf die Spannung zu skalieren.
Nach dem Drücken der Schaltfläche „OK“ generiert simCNC eine Leistungskarte für den Laser und einen G-Code, der den Kopf bewegt.
2. Gravieren mit „S“-Befehl (aus der G-Code-Ebene) und externer CAM-Software
Als Beispielsoftware können wir die Software VCarve Pro empfehlen. Für diese Software haben wir einen Postprozessor und zwei Makros M13 und M15 entwickelt. Laden Sie sich hier die Makros herunter: Makros
Makros müssen zu simCNC hinzugefügt werden, damit es den analogen Lasersteuerungsmodus aktivieren kann. Diese Makros werden automatisch aus der G-Code-Ebene aufgerufen, sodass man außer dem Hinzuzufügen zum Ordner „Skripte“ des eigenen Profils nichts weiter tun muss. Wie bereits erwähnt, wird der Laser von einem Analogsignal von 0-10 V gesteuert, was erfordert, dass die analoge Ausgangsnummer in den simCNC-Einstellungen, Registerkarte „Spezielle I / O“ konfiguriert wird. Hier handelt es sich um „Laser Analog“, bei der zwei Analogausgängen von 0-10 V zur Auswahl stehen
Das M13-Makro schaltet den Lasermodus ein (G-Code am Anfang einfügen) und das M15-Makro schaltet den Lasermodus aus (G-Code am Ende einfügen). Die Leistung wird mit dem „S“-Befehl aus der G-Code-Ebene gesteuert, wobei der S0-Befehl 0 % Leistung und der S100-Befehl 100 % Leistung bedeutet. Das Ändern der Laserleistung mit dem „S“-Befehl erfolgt synchron zur Trajektorie und kann mit sehr hoher Frequenz erfolgen. In diesem Modus wird wie im vorherigen der analoge Ausgang 0-10 V verwendet, um die Laserleistung zu steuern ( 1 % = 0.1 V).
3. Mit den Befehlen „M62 Px“ und „M63 Px“ (aus der G-Code-Ebene), d.h. mittels 24V-Digitalausgängen synchron zur Bewegungstrajektorie.
Der Befehl M62 P0 schaltet den synchronen Ausgang Nummer 0 ein und der Befehl M63 P0 schaltet ihn aus. Nachfolgend finden Sie ein Beispiel für die Konfiguration des Digitalausgangs Nr. 7 als Synchronausgang Nr. 0.