Das bedeuten die einzelnen Parameter:
„Max Taster Abstand“ – der maximale Abstand, in dem die Blechhöhe gemessen wird. Bei Überschreitung wird die Messung abgebrochen und der Brenner bis zum Startpunkt der Messung angehoben.
„Einstechhöhe“ – die Höhe, auf die der Brenner nach erfolgreicher Messung gegenüber dem Blech angehoben wird, um das Blech durchzustechen.
„Schneidhöhe“ – die Höhe, auf die der Brenner gegenüber dem Blech abgesenkt wird, um die Schneidbewegung der X- und Y-Achse zu starten.
„Einstechzeit(ms) “ – Zeit zum Durchbrechen des Blechs, während dieser Verzögerung wird die Flamme aktiviert, alle Achsen werden gestoppt und das Lichtbogenpräsenzsignal „THC Torch On Digital“ wird überwacht. Bei Verlust des Signals „THC Torch On Digital“ werden das M3 Makro und der Schneidvorgang gestoppt, da das Metall möglicherweise direkt in den Brenner ausgebrochen ist und die Flamme erlischt.
„THC MAX Corr.“ – Der maximale Bereich der Brennerhöhenkorrektur in positiver Richtung der Z-Achse von der Aktivierungsposition der THC-Funktion.
„THC MAX Corr.” – Der maximale Bereich der Brennerhöhenkorrektur in negativer Richtung der ZAchse von der Aktivierungsposition der THC-Funktion.

„Eintauchverzögerung (ms) “ – Zeit, um die die Funktion „Anti-Dive“ verlängert wird.

Die ersten 4 Parameter werden vom M3 benutzt, die letzten 3 Parameter können zur direkten Einstellung benutzt werden.
THC Schnittdaten:
Parameter:
„THC Position“ – Abweichung von der Höhe der Z-Achse bei der Aktivierung der THC-Funktion.
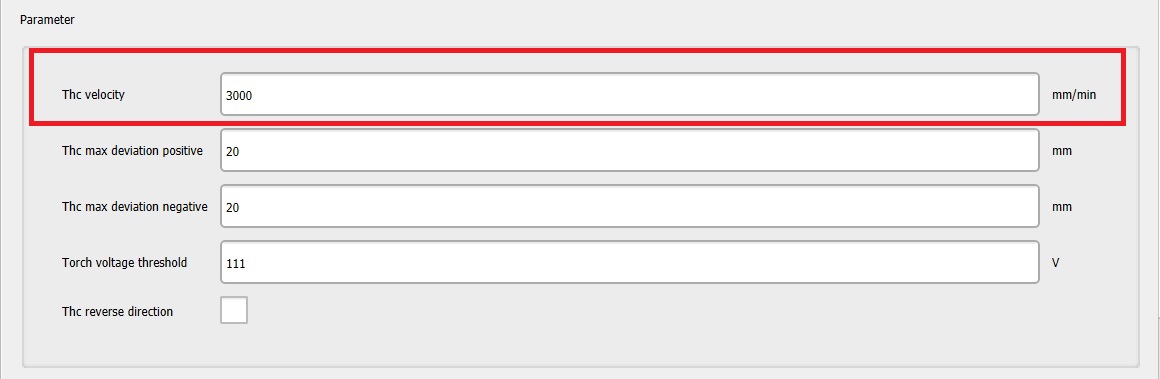
„THC Geschwindigkeit“ – Höhenverstellgeschwindigkeit der Z-Achse.
Anti - Dive = Eintauchen verhindern
„Anti – dive vel.“ – die resultierende Geschwindigkeit der X- und Y-Achse, unterhalb derer die Brennerhöheneinstellung gesperrt wird. Diese Geschwindigkeit wird in Prozent der eingestellten Schnittgeschwindigkeit „F“ unter Berücksichtigung von „FRO“ ausgedrückt.
Die Angaben beziehen sich auf % , das bedeutet zum Beispiel bei 30% wenn die Geschwindigkeit unter der 30% der geplanten Geschwindigkeit ist würde die THC abgeschaltet. Gerade in Kurven oder Ecken wo die Geschwindigkeit sich reduziert ist es nicht gewünscht das der Plasmakopf bewegt wird, was ja zu einer Kollosion führen könnte. Wird eine Null eingegeben wird die Antidive deaktivert.
Anti - dive - delay: Verzögerung in Millisekunden

„Soll Spannung THC“ – Sollwert des Lichtbogens, der durch die Brennerhöheneinstellung erreicht werden soll (nur bei Analog und Smart Analog).
„Ampere“ – Sollwert des Stroms. Dieser Wert wird an das Plasmaaggregat übergeben, wenn dem Makro M3 ein Kommunikationsverfahren mit dem Plasmaaggregat hinzugefügt wird (Zukunftsparameter). Dient zur Zeit nur zur Information des Anwenders.
„Vorschub“- Schnittgeschwindigkeit, die vom M3-Makro am Ende gegeben wird. Der Wert kommt aus der Parameterliste. Dieser Wert kann zwar überschrieben werden, ändert aber nicht die Tabelle.


Einige Daten werden in der Oberfläche auch von den Einstellungen gezeigt, zum Beispiel THC Velocity. Hier können die Angaben in den Einstellungen gemacht werden auch in der Anzeige angeschaut werden.

Werden diese Angaben in der Oberfläche geändert, ändern sich auch die Einstellungen in der Konfiguration.
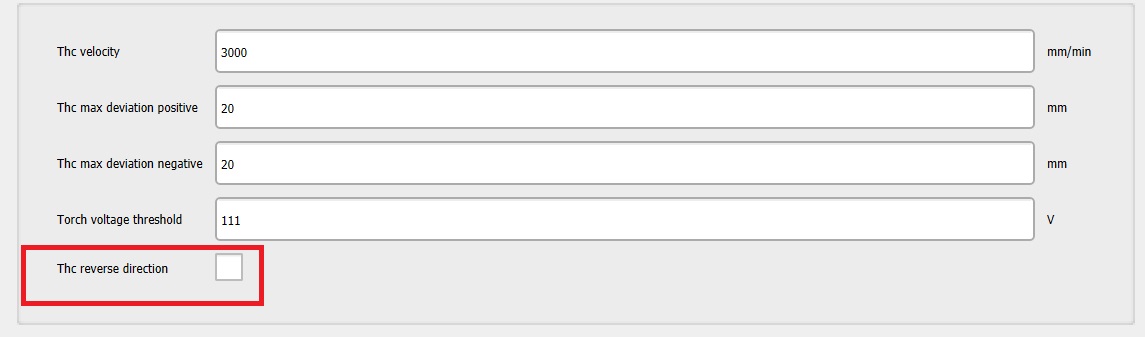
Wenn die THC Regelung in die falsche Richtung sich bewegt, brauchen Sie nicht an der Steuerung umklemmen sondern können die Richtung auch im Menü ändern.
Das bedeuten die einzelnen Parameter: „ Max Taster Abstand “ – der maximale Abstand, in dem die Blechhöhe gemessen wird. Bei Überschreitung wird die Messung abgebrochen und der Brenner bis zum...
mehr erfahren » Fenster schließen Das bedeuten die einzelnen Parameter:
„Max Taster Abstand“ – der maximale Abstand, in dem die Blechhöhe gemessen wird. Bei Überschreitung wird die Messung abgebrochen und der Brenner bis zum Startpunkt der Messung angehoben.
„Einstechhöhe“ – die Höhe, auf die der Brenner nach erfolgreicher Messung gegenüber dem Blech angehoben wird, um das Blech durchzustechen.
„Schneidhöhe“ – die Höhe, auf die der Brenner gegenüber dem Blech abgesenkt wird, um die Schneidbewegung der X- und Y-Achse zu starten.
„Einstechzeit(ms) “ – Zeit zum Durchbrechen des Blechs, während dieser Verzögerung wird die Flamme aktiviert, alle Achsen werden gestoppt und das Lichtbogenpräsenzsignal „THC Torch On Digital“ wird überwacht. Bei Verlust des Signals „THC Torch On Digital“ werden das M3 Makro und der Schneidvorgang gestoppt, da das Metall möglicherweise direkt in den Brenner ausgebrochen ist und die Flamme erlischt.
„THC MAX Corr.“ – Der maximale Bereich der Brennerhöhenkorrektur in positiver Richtung der Z-Achse von der Aktivierungsposition der THC-Funktion.
„THC MAX Corr.” – Der maximale Bereich der Brennerhöhenkorrektur in negativer Richtung der ZAchse von der Aktivierungsposition der THC-Funktion.
„Eintauchverzögerung (ms) “ – Zeit, um die die Funktion „Anti-Dive“ verlängert wird.
Die ersten 4 Parameter werden vom M3 benutzt, die letzten 3 Parameter können zur direkten Einstellung benutzt werden.
THC Schnittdaten:
Parameter:
„THC Position“ – Abweichung von der Höhe der Z-Achse bei der Aktivierung der THC-Funktion.
„THC Geschwindigkeit“ – Höhenverstellgeschwindigkeit der Z-Achse.
Anti - Dive = Eintauchen verhindern
„Anti – dive vel.“ – die resultierende Geschwindigkeit der X- und Y-Achse, unterhalb derer die Brennerhöheneinstellung gesperrt wird. Diese Geschwindigkeit wird in Prozent der eingestellten Schnittgeschwindigkeit „F“ unter Berücksichtigung von „FRO“ ausgedrückt.
Die Angaben beziehen sich auf % , das bedeutet zum Beispiel bei 30% wenn die Geschwindigkeit unter der 30% der geplanten Geschwindigkeit ist würde die THC abgeschaltet. Gerade in Kurven oder Ecken wo die Geschwindigkeit sich reduziert ist es nicht gewünscht das der Plasmakopf bewegt wird, was ja zu einer Kollosion führen könnte. Wird eine Null eingegeben wird die Antidive deaktivert.
Anti - dive - delay: Verzögerung in Millisekunden
„Soll Spannung THC“ – Sollwert des Lichtbogens, der durch die Brennerhöheneinstellung erreicht werden soll (nur bei Analog und Smart Analog).
„Ampere“ – Sollwert des Stroms. Dieser Wert wird an das Plasmaaggregat übergeben, wenn dem Makro M3 ein Kommunikationsverfahren mit dem Plasmaaggregat hinzugefügt wird (Zukunftsparameter). Dient zur Zeit nur zur Information des Anwenders.
„Vorschub“- Schnittgeschwindigkeit, die vom M3-Makro am Ende gegeben wird. Der Wert kommt aus der Parameterliste. Dieser Wert kann zwar überschrieben werden, ändert aber nicht die Tabelle.
Einige Daten werden in der Oberfläche auch von den Einstellungen gezeigt, zum Beispiel THC Velocity. Hier können die Angaben in den Einstellungen gemacht werden auch in der Anzeige angeschaut werden.
Werden diese Angaben in der Oberfläche geändert, ändern sich auch die Einstellungen in der Konfiguration.
Wenn die THC Regelung in die falsche Richtung sich bewegt, brauchen Sie nicht an der Steuerung umklemmen sondern können die Richtung auch im Menü ändern.