In diesem Beitrag finden Sie einige Hinweise zur Anpassung von Heidenhain-Postprozessor : Ab Version 5.0.240
Hier die aktuelle Seite zum Download des Handbuchs: https://content.heidenhain.de/doku/tnc_guide/html/
Sie können auch die Windows - PC - Software der Programmierstation herunterladen , um den ausgegebenen gcode zu testen ( begrenzt auf 100 Zeilen ) .Hier der Link: https://www.heidenhain.com/service/downloads/software
Bohrmakros:
Weitere Erläuterungen finden Sie auch hier.
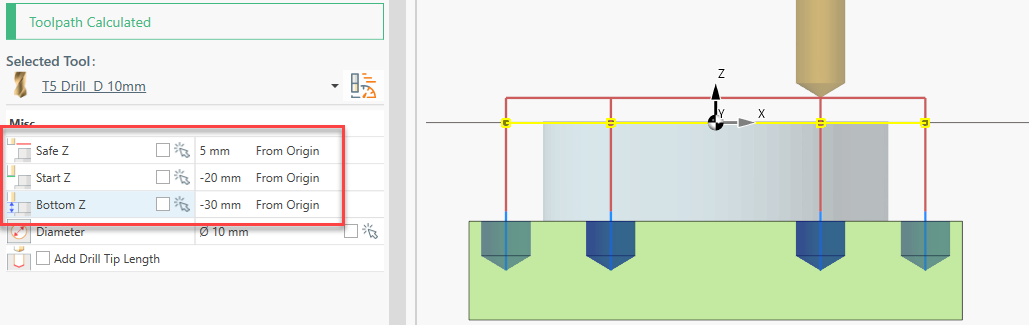
Die vom Bohrmakro angeforderten Parameter.
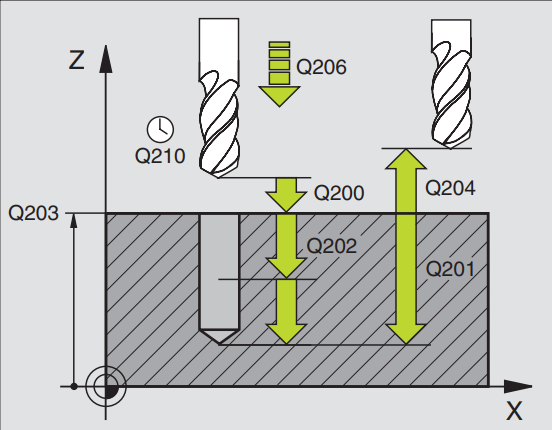
Das Projektbeispielbild mit den angegebenen Z-Ebenen:
Hier die Beschreibung der Parameter:
Q200 : Inkrementaler Abstand von Q203 . Es ist die Z-Ebene, wo der Vorschub von schnell zu Arbeit wechselt.
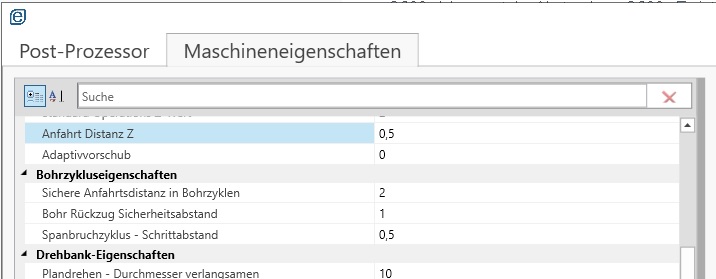
Sie legen diesen Wert im Postprozessordialog > Bearbeitungseigenschaften > Sicherheitsabstand in Bohrzyklen fest.
Q201: Es ist das Werkzeug BOTTOM Z LEVEL. Inkrementaler Abstand von Q203.
Q206: Vorschub. Definiert aus Werkzeugschnittdatenparametern
Q202: Zustelltiefenschritt. Definiert aus Werkzeugschnittdatenparametern
Q210: Verweilzeit oben. Fest codierter Wert in der Postprozessorvorlage.
Q203: Es ist die absolute Koordinate von START Z LEVEL. Sehen Sie sich das Bild der Bohroperationsebenen an.
Q204: Es ist die inkrementale Koordinate SAFE Z LEVEL von Q203. Es ist die sichere z-Ebene, wo das Werkzeug mit nichts kollidiert.
Q211: Verweilzeit unten ausgedrückt in SEKUNDE. Fest codierter Wert in der Postprozessorvorlage.
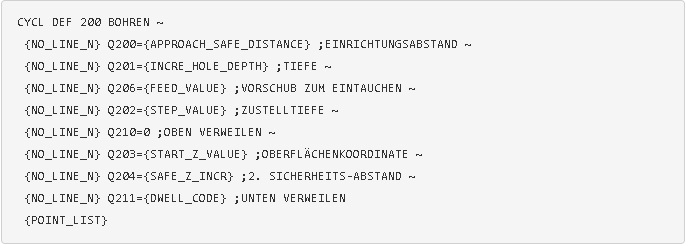
Hier die Vorlage [Tieflochbohren]
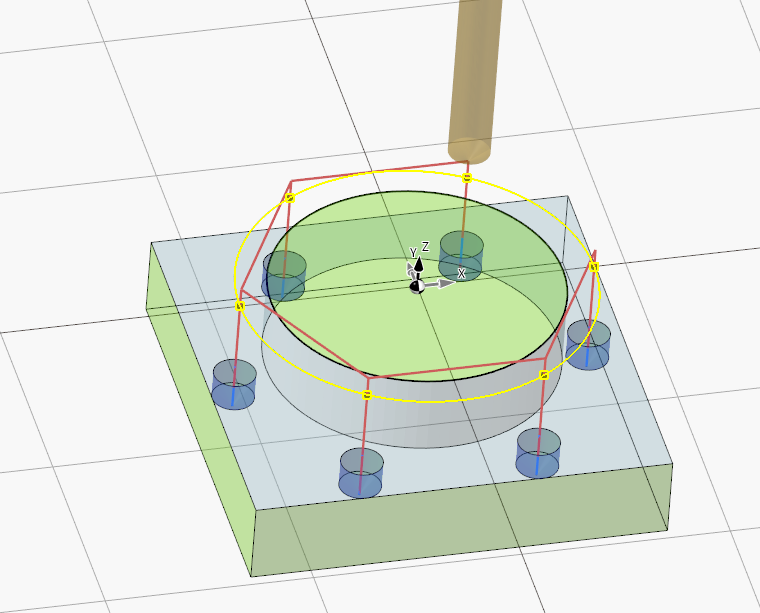
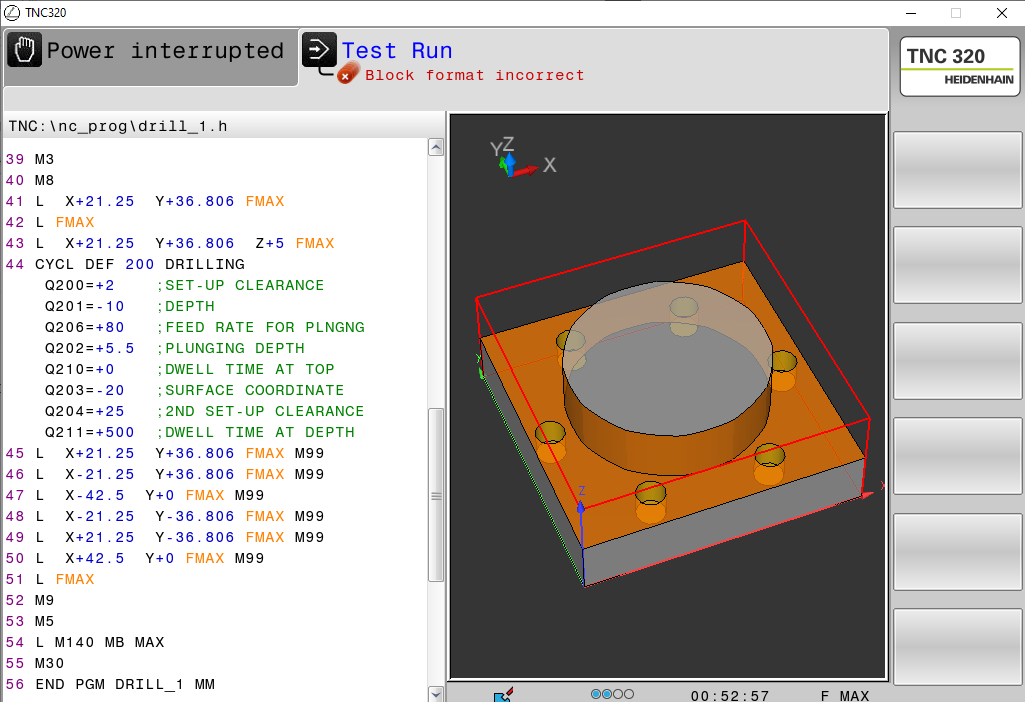
Die grafische Simulation von der Programmierstation:
Heidenhain Programmierplatz Notizen
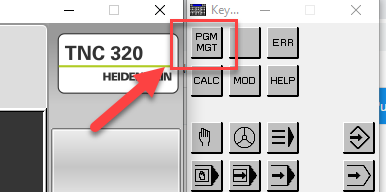
Um den generierten Gcode zu öffnen, klicken Sie auf diese Schaltfläche.
Es öffnet sich der Ordner:
C:\Programme (x86)\TNC320\771854\TNC\nc_prog
Speichern Sie den gcode in diesem Ordner.
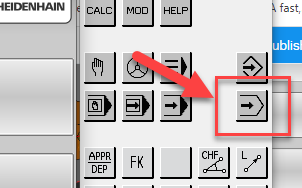
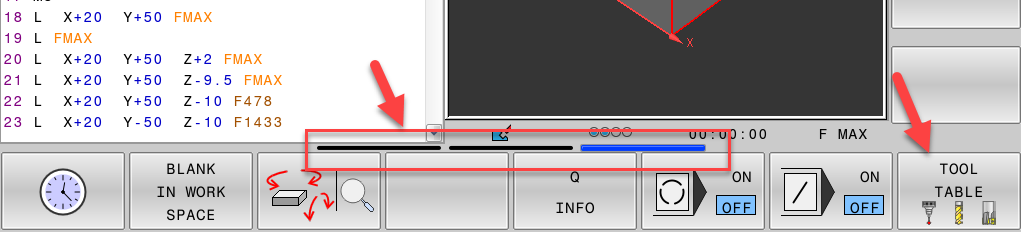
Drücken Sie diese Taste, um die Simulation zu starten.
Sie können zusätzliche Simulationskonfigurationen finden, indem Sie den hier angegebenen Softkey scrollen.
In diesem Menü ist auch die Werkzeugtabelle verfügbar.
Standardmäßig entspricht die Werkzeugstation dem Werkzeugradius.
Beispiel . Das Werkzeug an Station 10 hat einen Werkzeugradius von 10 mm.
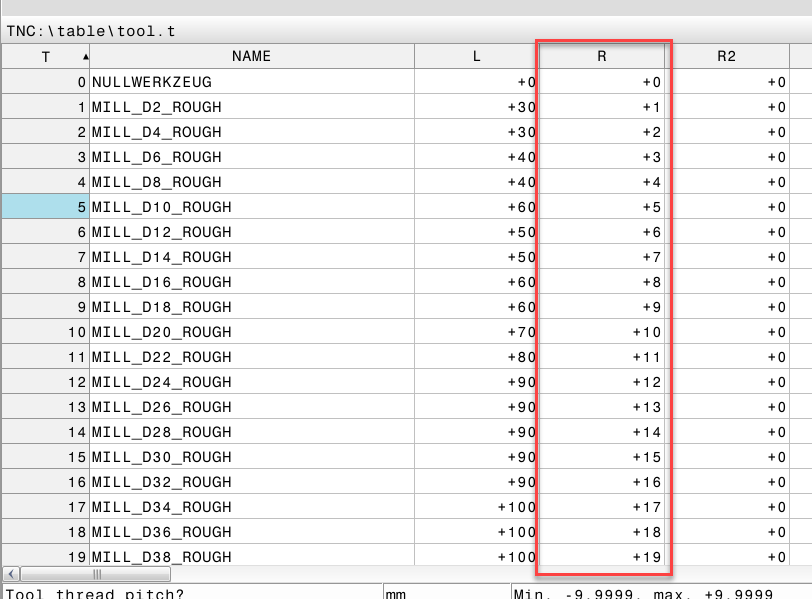
Sie können die Werte in der Werkzeugtabelle bearbeiten. Drücken Sie [ENDE], wenn Sie fertig sind.
Achtung: Für externe Links übernehmen wir keine Haftung !
In diesem Beitrag finden Sie einige Hinweise zur Anpassung von Heidenhain-Postprozessor : Ab Version 5.0.240 Hier die aktuelle Seite zum Download des Handbuchs: ...
mehr erfahren » Fenster schließen In diesem Beitrag finden Sie einige Hinweise zur Anpassung von Heidenhain-Postprozessor : Ab Version 5.0.240
Hier die aktuelle Seite zum Download des Handbuchs: https://content.heidenhain.de/doku/tnc_guide/html/
Sie können auch die Windows - PC - Software der Programmierstation herunterladen , um den ausgegebenen gcode zu testen ( begrenzt auf 100 Zeilen ) .Hier der Link: https://www.heidenhain.com/service/downloads/software
Bohrmakros:
Weitere Erläuterungen finden Sie auch hier.
Die vom Bohrmakro angeforderten Parameter.
Das Projektbeispielbild mit den angegebenen Z-Ebenen:
Hier die Beschreibung der Parameter:
Q200 : Inkrementaler Abstand von Q203 . Es ist die Z-Ebene, wo der Vorschub von schnell zu Arbeit wechselt.
Sie legen diesen Wert im Postprozessordialog > Bearbeitungseigenschaften > Sicherheitsabstand in Bohrzyklen fest.
Q201: Es ist das Werkzeug BOTTOM Z LEVEL. Inkrementaler Abstand von Q203.
Q206: Vorschub. Definiert aus Werkzeugschnittdatenparametern
Q202: Zustelltiefenschritt. Definiert aus Werkzeugschnittdatenparametern
Q210: Verweilzeit oben. Fest codierter Wert in der Postprozessorvorlage.
Q203: Es ist die absolute Koordinate von START Z LEVEL. Sehen Sie sich das Bild der Bohroperationsebenen an.
Q204: Es ist die inkrementale Koordinate SAFE Z LEVEL von Q203. Es ist die sichere z-Ebene, wo das Werkzeug mit nichts kollidiert.
Q211: Verweilzeit unten ausgedrückt in SEKUNDE. Fest codierter Wert in der Postprozessorvorlage.
Hier die Vorlage [Tieflochbohren]
Die grafische Simulation von der Programmierstation:
Heidenhain Programmierplatz Notizen
Um den generierten Gcode zu öffnen, klicken Sie auf diese Schaltfläche.
Es öffnet sich der Ordner:
C:\Programme (x86)\TNC320\771854\TNC\nc_prog
Speichern Sie den gcode in diesem Ordner.
Drücken Sie diese Taste, um die Simulation zu starten.
Sie können zusätzliche Simulationskonfigurationen finden, indem Sie den hier angegebenen Softkey scrollen.
In diesem Menü ist auch die Werkzeugtabelle verfügbar.
Standardmäßig entspricht die Werkzeugstation dem Werkzeugradius.
Beispiel . Das Werkzeug an Station 10 hat einen Werkzeugradius von 10 mm.
Sie können die Werte in der Werkzeugtabelle bearbeiten. Drücken Sie [ENDE], wenn Sie fertig sind.
Achtung: Für externe Links übernehmen wir keine Haftung !