Damit der FU richtig arbeitet muss dieser einige Parameter richtig eingestellt werden.
Wichtige Parameter:
Gruppe:00
00-11 Regelung der Drehzahlregelung = 3 bei Encoderrückführung
00-20 - auf 2 für External analog Input
00-21 - auf 1 für External Terminals
Gruppe:01
01-00 Maximale Ausgangsfrequenz
01-10 Maximale Ausgangsfrequenz
01-12 Beschleunigungszeit
01-13 Bremszeit
Gruppe:02
02-01 auf 5 für Fehler Reset (Wichtig ansonsten keine Auswertung des analog Wertes)
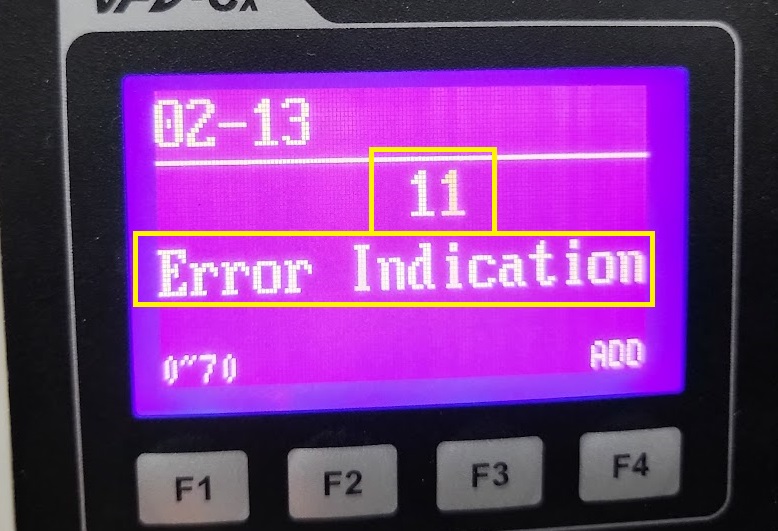
02-13 auf 11 = Error Indication
02-14 auf 34 = Zero
Gruppe:03
Gruppe:04
Gruppe:05
Gruppe:06
Gruppe:07
- 19 = Lüftersteuerung auf 3 (Temperatur) oder 2 (wenn in Betrieb)
Gruppe:08 (PID Regelung)
- 08-00 (siehe Anleitung)
Gruppe:09
Gruppe 10
-10-00 Encoderauswahl = 1 für ABZ Encoder
-10-01 Encoderanzahl
-10-02 Encoderrichtung ( 1 oder 2)
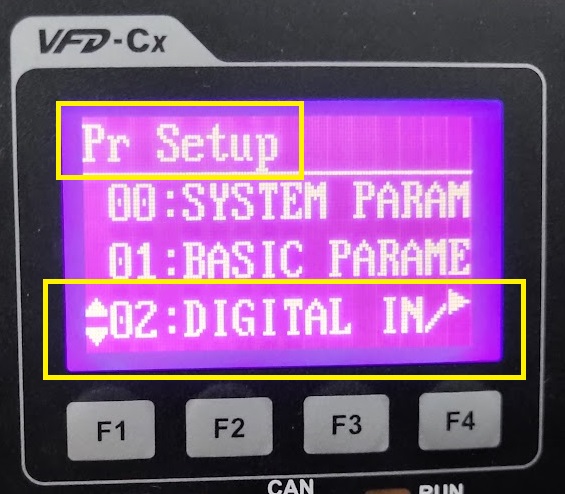
Gehen Sie in die Einstellungen für die Relaisausgänge, öffnen Sie dazu das Programm Setup - Digital IN/Out Menü
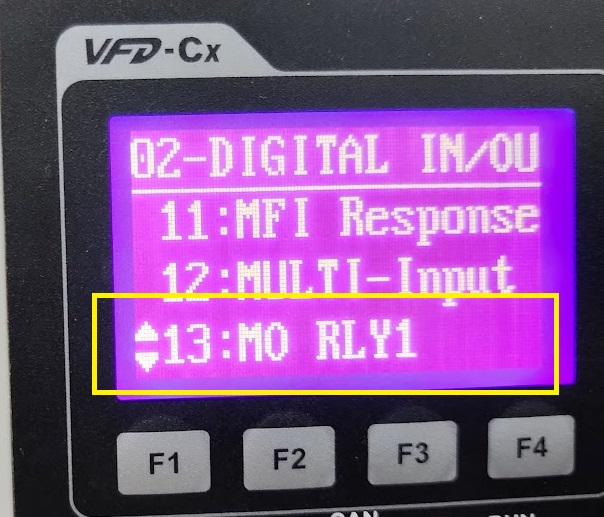
Gehen Sie dann auf den Menüpunkt 13 um die Eigenschaften des Relais 1 einzustellen.
Stellen Sie hier die Funktion 11 ein. - Error Indication
Gehen Sie dann in den Parameter für Relais 2
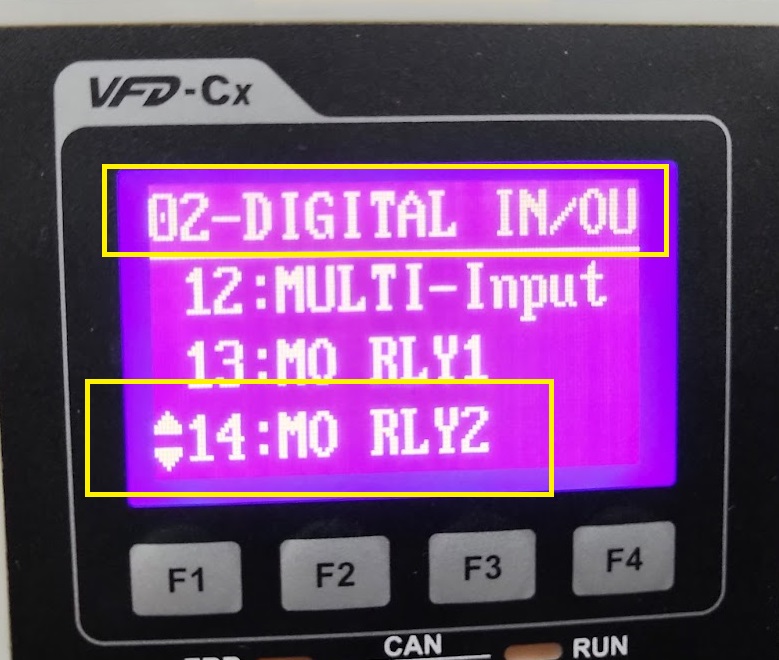
und stellen Sie hier die 34 ein - für Zero Fout Funktion.
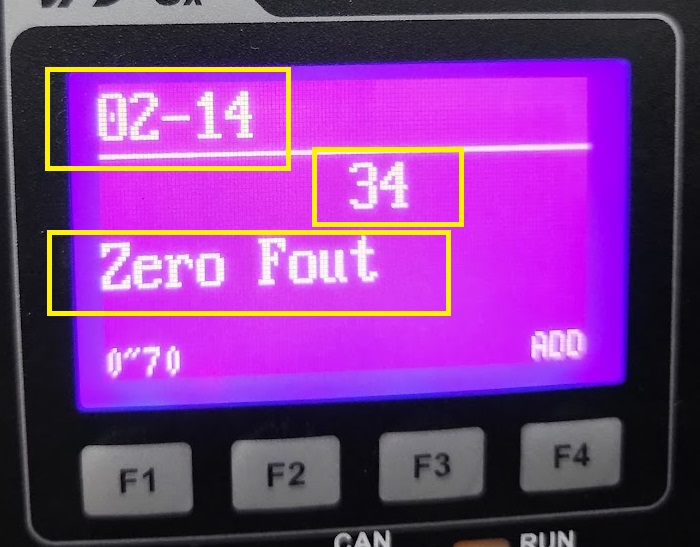
Das Relais2 öffnet und schließt das Relais für die Werkzeugklemmung.
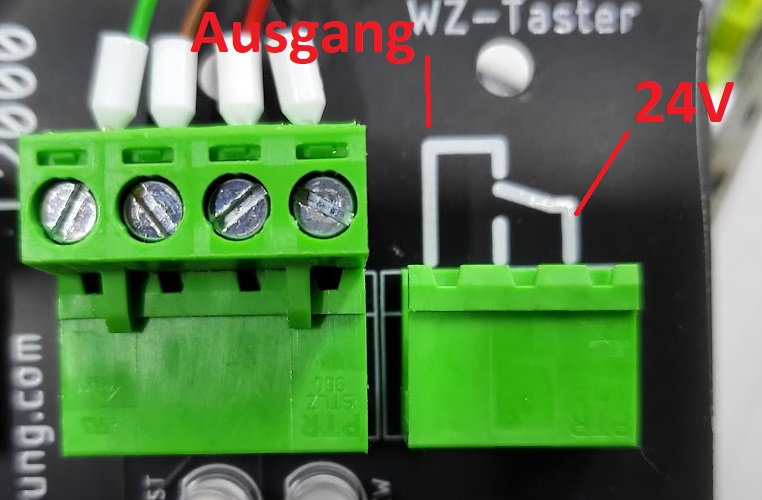
Verdrahten Sie die Spannung wie hier im Bild gezeigt. Auch wenn wir 24 Volt anzeigen, verkraftet unser Relais 230 Volt 5 Ampere.
Wenn Sie Spindel läuft wird das Relais geschaltet und die Spannung fällt dann an.
Damit der FU richtig arbeitet muss dieser einige Parameter richtig eingestellt werden. Wichtige Parameter: Gruppe:00 00-11 Regelung der Drehzahlregelung = 3 bei Encoderrückführung...
mehr erfahren » Fenster schließen Damit der FU richtig arbeitet muss dieser einige Parameter richtig eingestellt werden.
Wichtige Parameter:
Gruppe:00
00-11 Regelung der Drehzahlregelung = 3 bei Encoderrückführung
00-20 - auf 2 für External analog Input
00-21 - auf 1 für External Terminals
Gruppe:01
01-00 Maximale Ausgangsfrequenz
01-10 Maximale Ausgangsfrequenz
01-12 Beschleunigungszeit
01-13 Bremszeit
Gruppe:02
02-01 auf 5 für Fehler Reset (Wichtig ansonsten keine Auswertung des analog Wertes)
02-13 auf 11 = Error Indication
02-14 auf 34 = Zero
Gruppe:03
Gruppe:04
Gruppe:05
Gruppe:06
Gruppe:07
- 19 = Lüftersteuerung auf 3 (Temperatur) oder 2 (wenn in Betrieb)
Gruppe:08 (PID Regelung)
- 08-00 (siehe Anleitung)
Gruppe:09
Gruppe 10
-10-00 Encoderauswahl = 1 für ABZ Encoder
-10-01 Encoderanzahl
-10-02 Encoderrichtung ( 1 oder 2)
Gehen Sie in die Einstellungen für die Relaisausgänge, öffnen Sie dazu das Programm Setup - Digital IN/Out Menü
Gehen Sie dann auf den Menüpunkt 13 um die Eigenschaften des Relais 1 einzustellen.
Stellen Sie hier die Funktion 11 ein. - Error Indication
Gehen Sie dann in den Parameter für Relais 2
und stellen Sie hier die 34 ein - für Zero Fout Funktion.
Das Relais2 öffnet und schließt das Relais für die Werkzeugklemmung.
Verdrahten Sie die Spannung wie hier im Bild gezeigt. Auch wenn wir 24 Volt anzeigen, verkraftet unser Relais 230 Volt 5 Ampere.
Wenn Sie Spindel läuft wird das Relais geschaltet und die Spannung fällt dann an.