

Unsere Oberfläche im Detail
Die GUI (Benutzeroberfläche) besteht im Wesentlichen aus 4 Seiten die einzeln aufgerufen werden können.
Start - Werkzeugverwaltung - Diagnose und Optionen
Mit der Startseite können alle Funktionen der Software aufgerufen werden.
Die Werkzeugverwaltung steht dem Anwender zu Verfügung wenn er die Werkzeugparameter manuell ändern möchte, was aber in der Regel nicht benötigt wird.
Unsere Diagnose zeigt dem Anwender die einzelnen Ein und Ausgänge direkt an, das hilft auch im Falle eines Supports unserem Supportmitarbeitern.
Optionen diesen immer dann, wenn auf etwas unvorhergesehenes reagiert werden soll.
Die Startseite:
Wenn Sie die Software über das Icon auf der Oberfläche gestartet haben, müssen Sie als erstes die Software verbinden. Drücken Sie dazu auf den Gelb/Grünen Button (1) rechts oben in der Oberfläche. Möchten Sie hingegen die Software beenden, klicken Sie auf den roten Button (2) um die Software zu schließen.
Ist die Software verbunden leuchtet eine lange grüne LED unterhalb der beiden Schaltflächen.

Die Z Achse wird nun den Referenzschalter suchen und anschließen die X und Y Achse anschließen referenzieren.
Sie werden außerdem bemerken das die Orangen LED Balken unterhalb der Digitalanzeige der X-Y und Z Achse nun nach erreichen der Referenzposition Grün leuchten.

Ohne eine Referenzfahrt kann kein Werkzeugwechsel stattfinden.
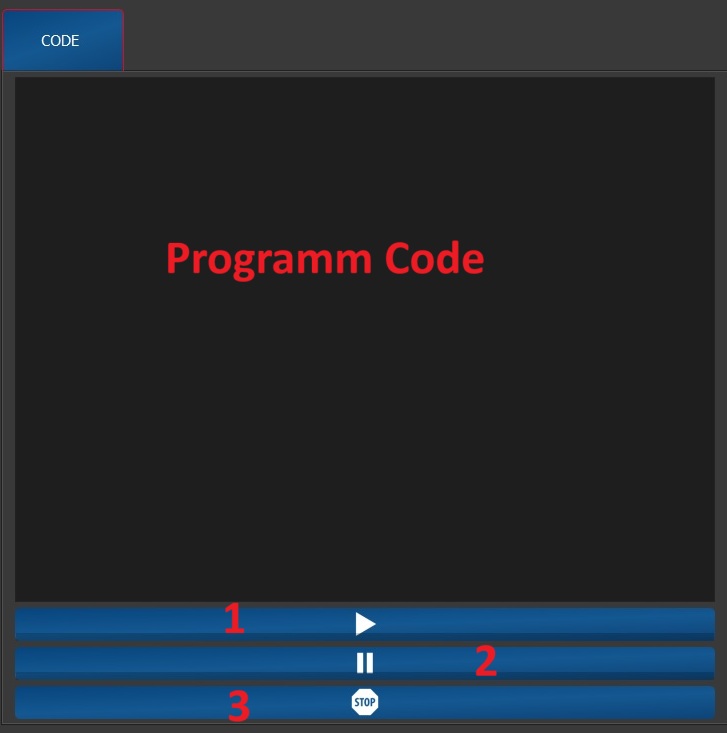
Klicken Sie auf den Ordner (1) um den Ordnerbereich von Windows zu öffnen
Um ein Programm wieder auf Anfang zu spulen klicken Sie auf die (2).
Sie können ein Programm auch Editieren klicken Sie auf die (3) um den Board eigenen CNC Editor zu öffnen.

Quittieren Sie die Meldung mit Ok wenn Sie den Nullpunkt auf Null setzen möchten oder auf Nein wenn Sie abbrechen möchten.
Ebenso ist auch möglich den Nullpunkt manuell zu überschreiben. Klicken Sie auf das Achsenfeld und geben Sie den Betrag ein. Achten Sie das hier ein Punkt und kein Komma erwartet wird !

Um ein Programm zu starten, klicken Sie auf (1) , um ein Programm zu pausieren klicken Sie auf die (2), die Bewegung wird gestoppt und die Spindel dreht weiter. Wenn Sie ein Programm Stoppen klicken Sie auf die (3). Es wird erst eine Pause eingeleitet und dann die Spindel gestoppt.
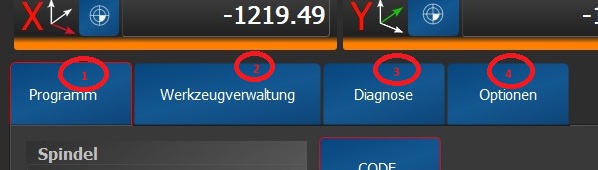
Um zwischen den Seiten zu wechseln finden Sie unter den Digitalanzeigen.
Klicken Sie auf (2) um auf die Werkzeugverwaltung zu kommen. Mit einem Klick auf (3) gelangen Sie auf die Diagnoseseite. Um in die Diagnose zu kommen, klicken Sie auf (4). Mit einem Klick auf (1) gelangen Sie zurück auf die Startseite.
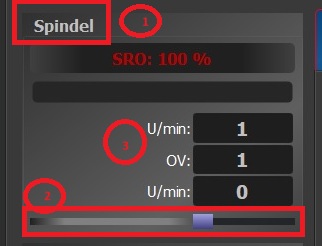
Im Feld Spindel (1) finden Sie einen Schieberegler (2) mittel diesem Schieberegler können Sie die Drehzahl im Programmlauf beeinflussen.
Unter (3) wird Ihnen die Gewählte und die Übersteuerte Drehzahl angezeigt. Haben Sie eine Spindel mit Encoder können Sie die echte Drehzahl über das ENC Modul sich anzeigen lassen.
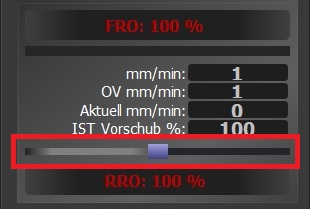
Hier finden Sie auch einen Schieberegler mit dem Sie die Vorschubgeschwindigkeit im Programm übersteuern können. Die geladenen Werte und die übersteuerten Werte sehen Sie in den rechts Spalten.
Werkzeugansicht:
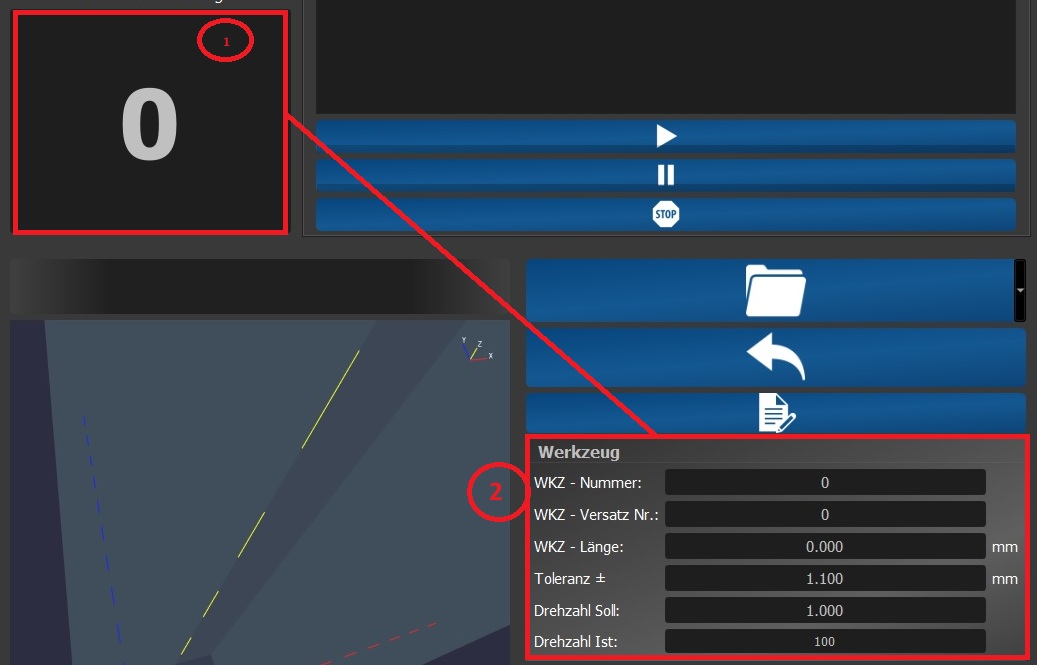
Schauen Sie sich die Parameter Ihrer Werkzeuge auf der Startseite an.
Im Feld (1) mit der großen Zahl wird mit einem Blick groß das aktuelle Werkzeug in der Spindel angezeigt.
O bedeutet kein Werkzeug in der Spindel.
Dieses Feld und das Werkzeugfeld unten(2) kann nicht geändert werden. Warum erklären wir Ihnen noch gesondert unter Werkzeugwechsler.
Am unteren Ende der Seite sehen wir weitere Schaltflächen die Ihnen die Anwendung leichter macht.
(1) - Referenz fahren auf alle 3 Achsen -Reihenfolge Z- X und Y zusammen
(2) - Parken - die Position wird im Makro hinterlegt
(3) - Absaugung An/Aus
(4) - Vakuum An/Aus - bleibt auch an, wenn die Maschine nicht verbunden ist.
(5) - Spindel An - hier wird direkt eine Drehzahl von 10.000 U/min ausgegeben
(6) - Werkstück Null anfahren ( erst die X und Y Achse dann senkt sich die Z Achse ab)
(7) - Minimalschmiermenge An/Aus

Zum Schluss finden Sie unten rechts noch die MDI Zeile.
Geben Sie bei (1) einen Code oder M-Befehl ein und bestätigen Sie mit (2) die Eingabe

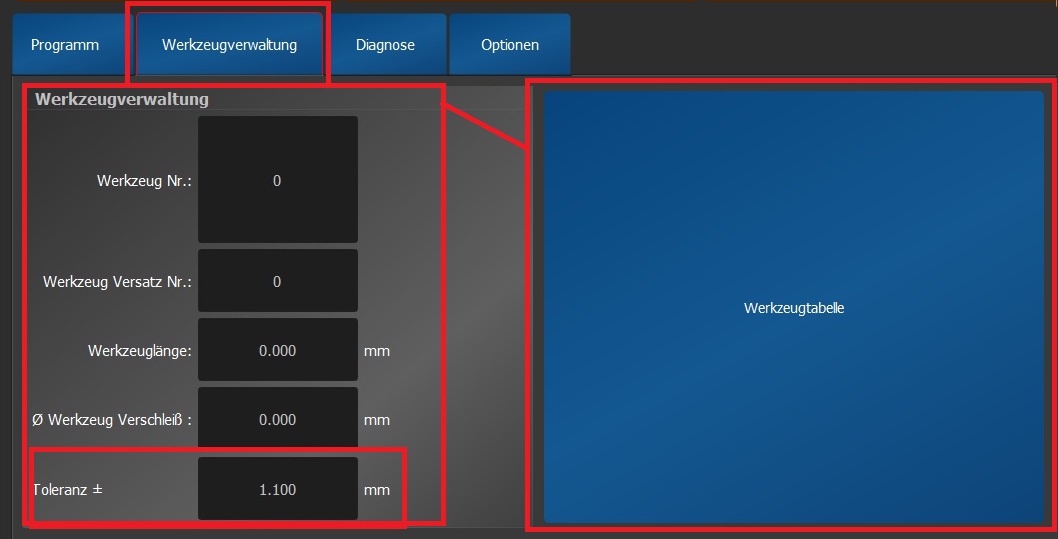
Nun einen Reiter weiter zur Werkzeugverwaltung:
Hier sehen Sie rechts die Parameter des gewählten Werkzeuges und die Schaltfläche Werkzeugtabelle.
Besonders ist hier der Wert Toleranz. Dazu aber später unter Werkzeugwechsler mehr.
Hier finden unserer Supporter alle Informationen (1) die wichtig sein könnten.
Für Sie als Anwender benötigen Sie nur den QR Code (2) um direkt zu dieser Seite zu gelangen.

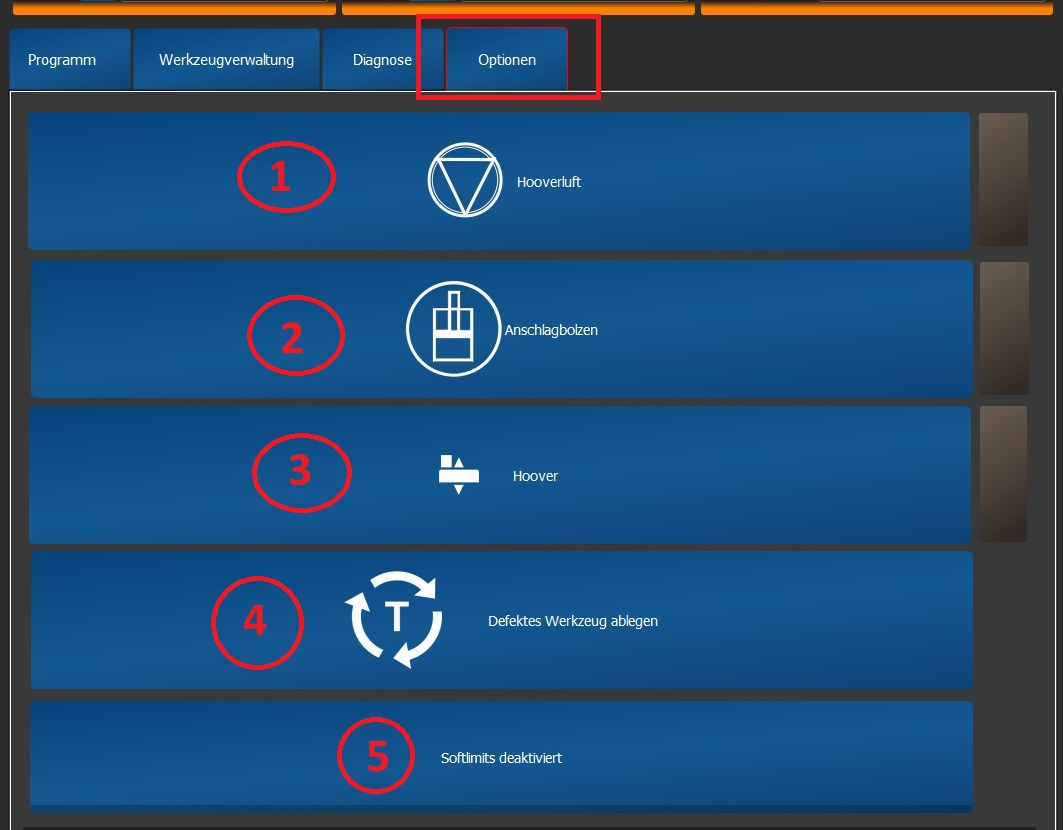
Optionsseite:
Hier sind Schaltflächen die besondere Funktionen ermöglichen.
(1) - Zyklon im Hoover (An/Aus)
(2) - Anschlagbolzen (Auf/Ab)
(3) - Hold and Press (Rauf/Runter)
(4) - Defektes Werkzeug ablegen - später mehr unter Werkzeugwechsler
(5) - Softlimits ausschalten
Wer ohne Referenzfahrt die Maschine bedienen muss, kann dieses über das deaktivieren der Softlimits machen. Aber Achtung jetzt sind Sie nicht mehr durch die Software Arbeitsraumüberwachung geschützt.
Die mechanischen Endlagen bleiben aber erhalten.
War dieser Beitrag hilfreich?
Vielen Dank für Ihr Feedback!
Kommentare (0)