

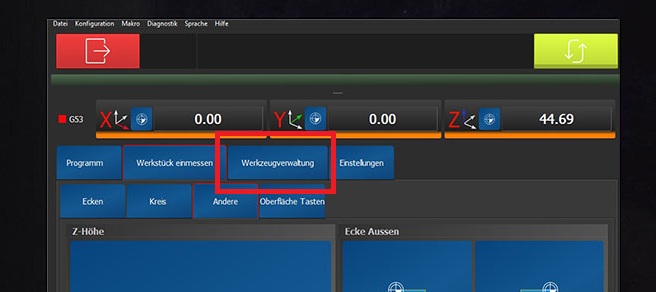
Schaltfläche Werkzeugdurchmesser in der Industrial Oberfläche
Der spezielle Button für die Berechnung des Werkzeugdurchmesser finden Sie unter dem Reiter Werkzeugverwaltung.
Anleitung / Ablauf:
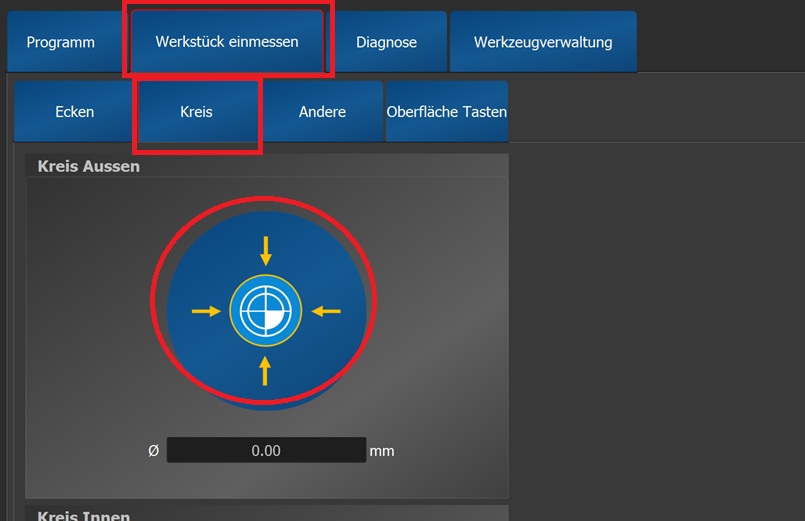
Nutzen Sie am besten einen HSS Rohling, spannen Sie diese in die Maschine und nutzen Sie das Tool: Kreis vermessen um die Mitte des Tasters zu ermitteln.
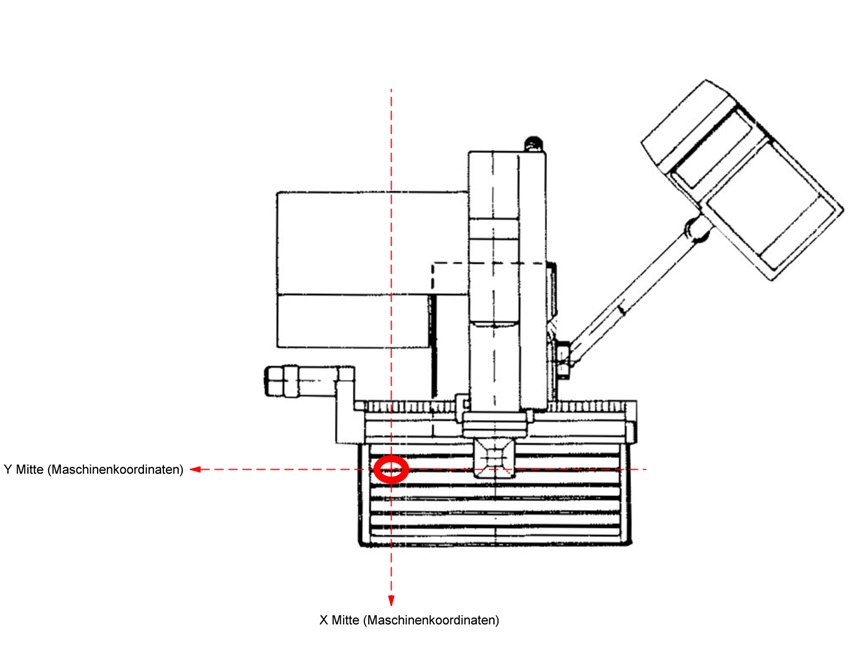
- Schalten Sie auf Maschinenkoordinate um und notieren Sie sich die X und Y Positionen der Mitte vom Taster.
Bedenken Sie das das Anschlusskabel eine länge von 5 Meter hat.
Der Durchmesser der Tastfläche beträgt 12mm.
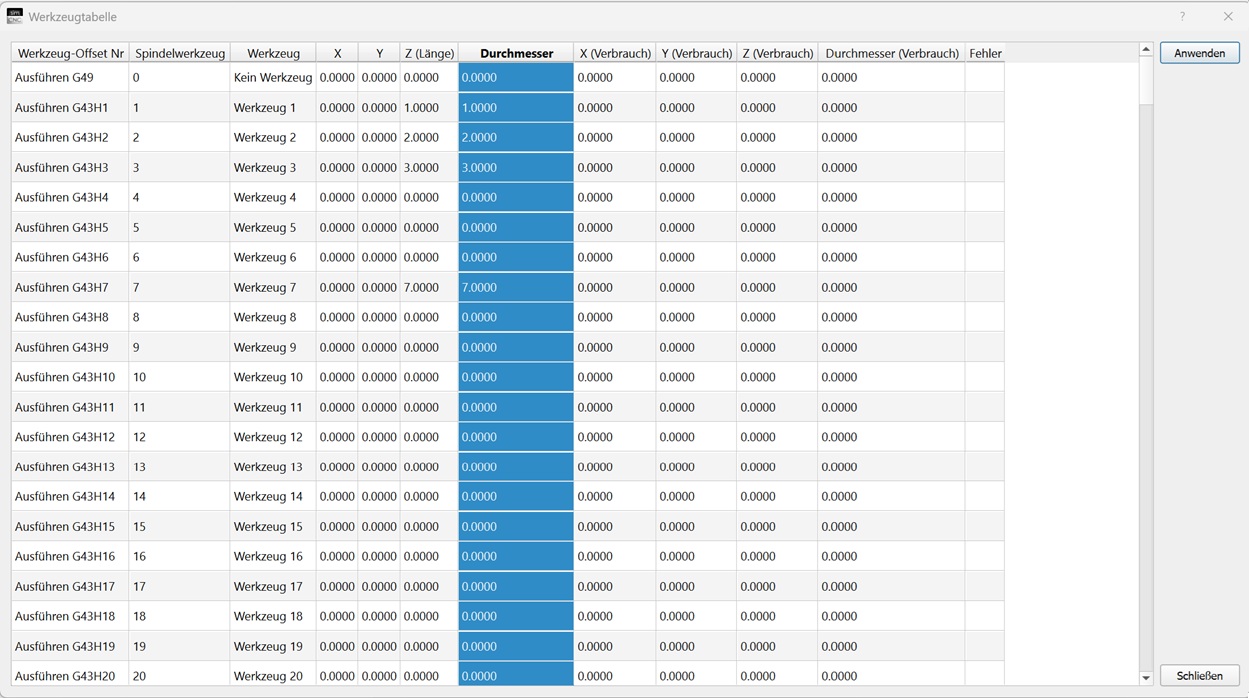
Da beim seitlichen Antasten vorher die Länge ermittelt wird werden auch die Werte bei Länge eingetragen.
Die Kompensation wird mit G43H... aufgerufen
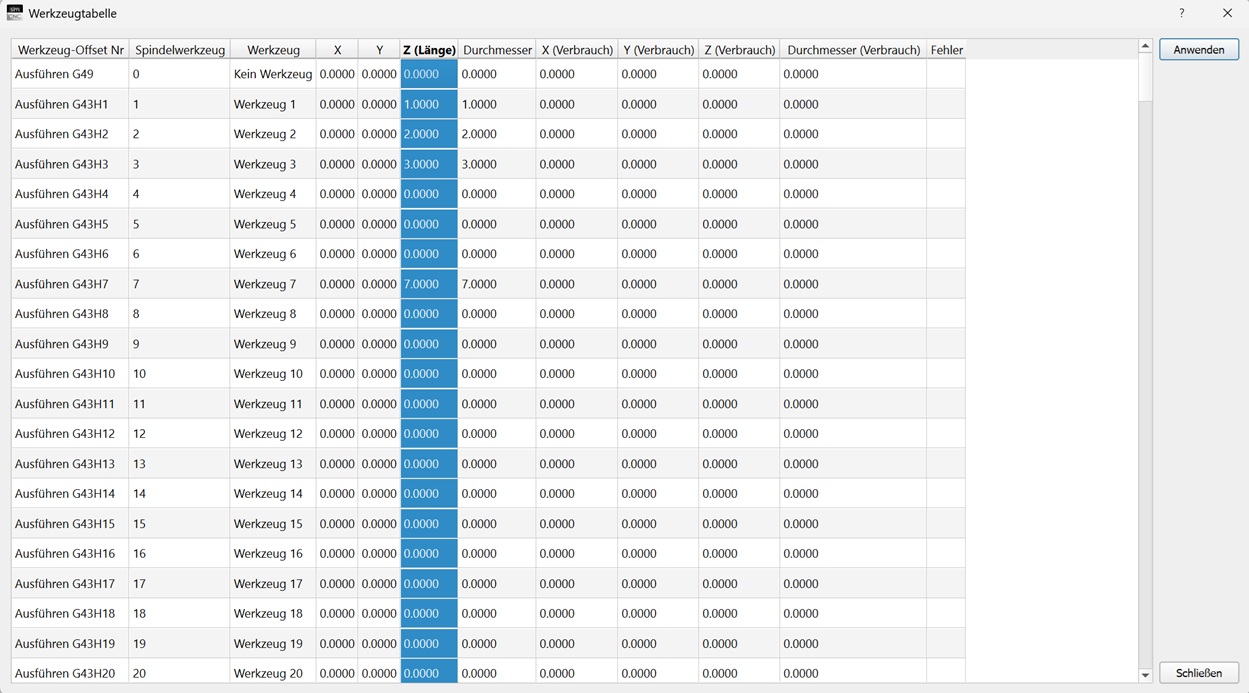
Der Durchmesserwert wird in die Tabelle eingetragen.

5 Seiten NulleinstellgerätSie können mit dem 5 Seiten Einstellgerät nicht nur von oben die Werkzeuglänge automatisch ermitteln, sondern auch die Werkzeugdurchmesser ermitteln.Eine wichtige Voraussetzung ist, dass die Maschine mit einem linkslauf des Werkzeuges ausgestattet ist.Kontaktfläche: 12 mm Repetitive Genauigkeit: 0,001mmSchaltkontakt Lebensdauer: 3 Millionen SchaltvorgängeKontaktkraft: 0,7 nMaximale Auslenkung X-Y : 15 GradMaximale Auslenkung Z : 3mmVersorgungsspannung: 24VDCKontaktleistung A: < 50ma (max) Empfohlene Kontaktleistung: 15ma Kabelspezifikation 5m IP-Klasse: IP 56Einsatztemperatur: -20 ℃ bis + 40 ℃Relative Luftfeuchtigkeit: 25% bis 95% ohne KondensationLieferumfang:1 x 5 Seiten Nulleinstellgerät1 x Anschlussbox 1 x Sondermakro für die SIM Software
1. Zweck der Software:
Die Software „WZ Tasten“ dient dazu, sowohl die Länge, als auch den Durchmesser eines Werkzeugszu ermitteln.
2. Spezifikationen
• Automatischer Betrieb zum Tasten eines Werkzeugs
• Nach Beendigung des Tastvorgangs werden die Länge und der Durchmesser eines Werkzeugs in eine Werkzeugtabelle eingetragen.
Diese Einträge werden zum späteren Zeitpunkt von der CNC-Software benötigt, um den Fräsvorgang korrekt zu steuern.
• Ein Testmodus läßt sich ein- und ausschalten und dient der Sicherheit.
Betrieb im Testmodus:
WICHTIG – bitte nachfolgende Informationen lesen und am Anfang IMMER den Testmodus aktivieren!
Der Testmodus öffnet vor jeder Aktion ein Meldungsfenster, das Ihnen die nun anstehende Bewegung des Werkzeuges anzeigt.
Die Methode hat den Vorteil, daß Sie prüfen können, welche Bewegung Ihre Maschine als nächstes durchführen wird.
Sie können diese Bewegung bestätigen, oder den Vorgang abbrechen.
Damit werden Fehlbewegungen des Werkzeugs minimiert.
Beispiel für eine solche Meldung:

Dies können Sie mit „Ja“ oder „Nein“ bestätigen.
Wenn Sie den Button „Ja“ anklicken, führt die Maschine die angegebenen Achsbewegungen aus.
Wenn Sie „Nein“ anklicken, wird der komplette Skript abgebrochen (Unterbrechung des Tastvorgangs).
3. Verwendete Hardware Diesbezüglich wird ein Taster des Typs SW10663 verwendet:
5 Seiten NulleinstellgerätSie können mit dem 5 Seiten Einstellgerät nicht nur von oben die Werkzeuglänge automatisch ermitteln, sondern auch die Werkzeugdurchmesser ermitteln.Eine wichtige Voraussetzung ist, dass die Maschine mit einem linkslauf des Werkzeuges ausgestattet ist.Kontaktfläche: 12 mm Repetitive Genauigkeit: 0,001mmSchaltkontakt Lebensdauer: 3 Millionen SchaltvorgängeKontaktkraft: 0,7 nMaximale Auslenkung X-Y : 15 GradMaximale Auslenkung Z : 3mmVersorgungsspannung: 24VDCKontaktleistung A: < 50ma (max) Empfohlene Kontaktleistung: 15ma Kabelspezifikation 5m IP-Klasse: IP 56Einsatztemperatur: -20 ℃ bis + 40 ℃Relative Luftfeuchtigkeit: 25% bis 95% ohne KondensationLieferumfang:1 x 5 Seiten Nulleinstellgerät1 x Anschlussbox 1 x Sondermakro für die SIM Software
Hinweis:
Der Tastkopf sollte außerhalb des Arbeitsraumes positioniert sein. Zu beginn setzt das Programm die Softlimits aus, um sie nach Beendigung des Tastvorgangs wieder zu aktivieren.

Dies Geschieht im Menü „Konfiguration / Einstellungen“. Je nach freiem Digitaleingang, muß dieser in die Maske „Module“ + „E/A-Signale“ unter Sonde 0 eingetragen werden.

5. Einstellungen im Python-Skript
Weitere Einstellungen MUSS der Anwender innerhalb des Skriptes vornehmen.
Klinken Sie bitte dazu auf „Makro / Skript-Editor anzeigen“ und es öffnet sich ein Editorfenster.
Via „Datei / Öffnen“ laden Sie den Skript „WZ Tasten“ ins Editorfenster.
Diesen Skript können Sie nun modifizieren.
Alle Variablen, die eingestellt werden müssen, sind mit einem Kommentar versehen, der mit einer Raute beginnt.
Diese Angaben sind weitgehend selbsterklärend.
Im oberen Bereich des Skriptes finden Sie einen Bereich, der mit den Zeilen
########## Kundeneingaben ###########
beginnt.
Direkt danach finden Sie die Definition verschiedener Parameter, die an Ihre Maschine angepasst werden müssen.
Testmodus = Ein
Stellen Sie den Eintrag auf „Ein“ bzw. auf „Aus“ um den Testmodus zu aktivieren oder zu deaktivieren.
Im Testmodus wird eine Meldung vor jeder Aktion angezeigt und die Maschine führt den angezeigten Befehl erst aus, wenn der Anwender mit „Ja“ zugestimmt hat.
Testmodus = Aus bedeutet, daß keine Meldungsfenster erscheinen. Der Tastvorgang wird komplett durchfahren.
Hinweis: Fangen Sie bitte immer im Testmodus an. Dann können Sie jede Bewegung im Vorfeld kontrollieren und beurteilen. Im Zweifelsfall können Sie den weiteren Vorgang der Maschine über des Meldungsfensters beenden.
Taster_Durchmesser = 12
Messen Sie den Durchmesser Ihres Tastkopfes aus und tragen den Wert an dieser Stelle ein.
Taster_Hauptrichtung = "X"
Kann in x- oder y-Richtung getastet werden.
Ersetzen Sie das X durch das Y, falls Sie eine andere Hauptrichtung verwenden möchten.
Hinweis:
Beachten Sie bitte die Syntax bei dieser Variable. Hier muß ein Großbuchstabe zwischen Anführungszeichen stehen. Ansonsten haben die restlichen Variablen Zahlenwerte.
Taster_Durchmesser = 12
Durchmesser des Tastkopfes (Muß gemessen werden)
refToolProbePos = -200
Fahren Sie die Spindel (Ohne Werkzeug und ohne Spindeldrehung / M5 vorher ausführen) per Hand ganz leicht auf den Tastkopf, bis der Tastkopf gerade die Antastung registriert hat.
Dieser Wert der Z-Achse muß hier eingetragen werden. Dies ist die Referenz der Z-Achse ohne Werkzeug in der Spindel.
Z_Sicherheit = -1
Die oberste Position der Z-Achse.
X_Tastermitte = 222 und Y_Tastermitte = 111
Koordinaten X und Y des Mittelpunktes des Tasters. An dies X/Y-Koordinaten fährt später das Werkzeug zur Längenvermessung. Die Koordinaten werden später bei der Ermittlung des Durchmessers des Werkzeuges benötigt.
Z_Ueber_Taster = 11
Entfernung der Werkzeugspitze über dem Taster. Dies ist die Rückfahrstrecke auf der Z-Achse.
Z_Unter_Taster = 13
Z-Werkzeugposition bei der Abtastung des Durchmessers. Seitliche Z-Koordinate bei der Antastung zur Ermittlung des Durchmessers.
X_Neben_Taster = 5
Entfernung (auf der X-Achse) zwischen dem Tastkopf und dem Rand des Werkzeugs. (falls die Tastachse die X-Achse ist) / Seitliche Stellung des Werkzeugs
Y_Neben_Taster = 6
Entfernung (auf der Y-Achse) zwischen dem Tastkopf und dem Rand des Werkzeugs. (falls die Tastachse die Y-Achse ist) / Seitliche Stellung des Werkzeugs
Geschw_Schnell_Tasten = 2000 und Geschw_Langsam_Tasten = 100
Tastgeschwindigkeiten schnell & langsam, fangen Sie mit moderaten Geschwindigkeiten an
Suchstrecke_X = 30
Suchstrecke_Y = 40
Suchstrecke_Z = 120
Suchstrecken für alle 3 Achsen
X_Park_Nach_Tasten = 1200
Y_Park_Nach_Tasten = 500
Gibt an, zu welcher X/Y-Position die Spindel nach dem Tasten fahren soll. Die Z-Koordinate zum „Parken“ ist weiter oben angegeben worden (Z_Sicherheit = -1)
Warten_nach_M4 = 2
Wartezeit in Sekunden, bis die Spindel ihre Drehzahl erreicht hat. Wird benötigt, bevor das Werkzeug (bei rotierender Spindel / CCW) zum seitlichen Tasten (zur Bestimmung des Durchmessers) startet.
Warten_nach_M5 = 3
Nach dem Tastvorgang zur Bestimmung des Durchmessers wird die Spindel gestoppt (M5). Die Wartezeit ist in Sekunden zu verstehen.
Am Ende des Einstellungsfeldes finden Sie die Zeilen:
##########################################
#### ENDE Kundeneingaben ###########
##########################################
Hinweis: Unterhalb dieser Stelle bitte KEINE VERÄDERUNGEN des Skriptes vornehmen!

Es genügt, den Werkzeugdurchmesser als Näherungswert ein zu tragen. Dieser Wert muß nicht exakt sein. Er dient lediglich der Berechnung der X/Y-Koordinaten des Werkzeuges beim Positionieren zwecks Antastung zur Bestimmung des Durchmessers.
Beim Tasten wird später der exakte Durchmesser ermittelt. Diese beiden Werte werden von der Software in die Parametertabelle an die Speicherpositionen 1000 & 1001 eingetragen. Sie werden Später im Programm benötigt.

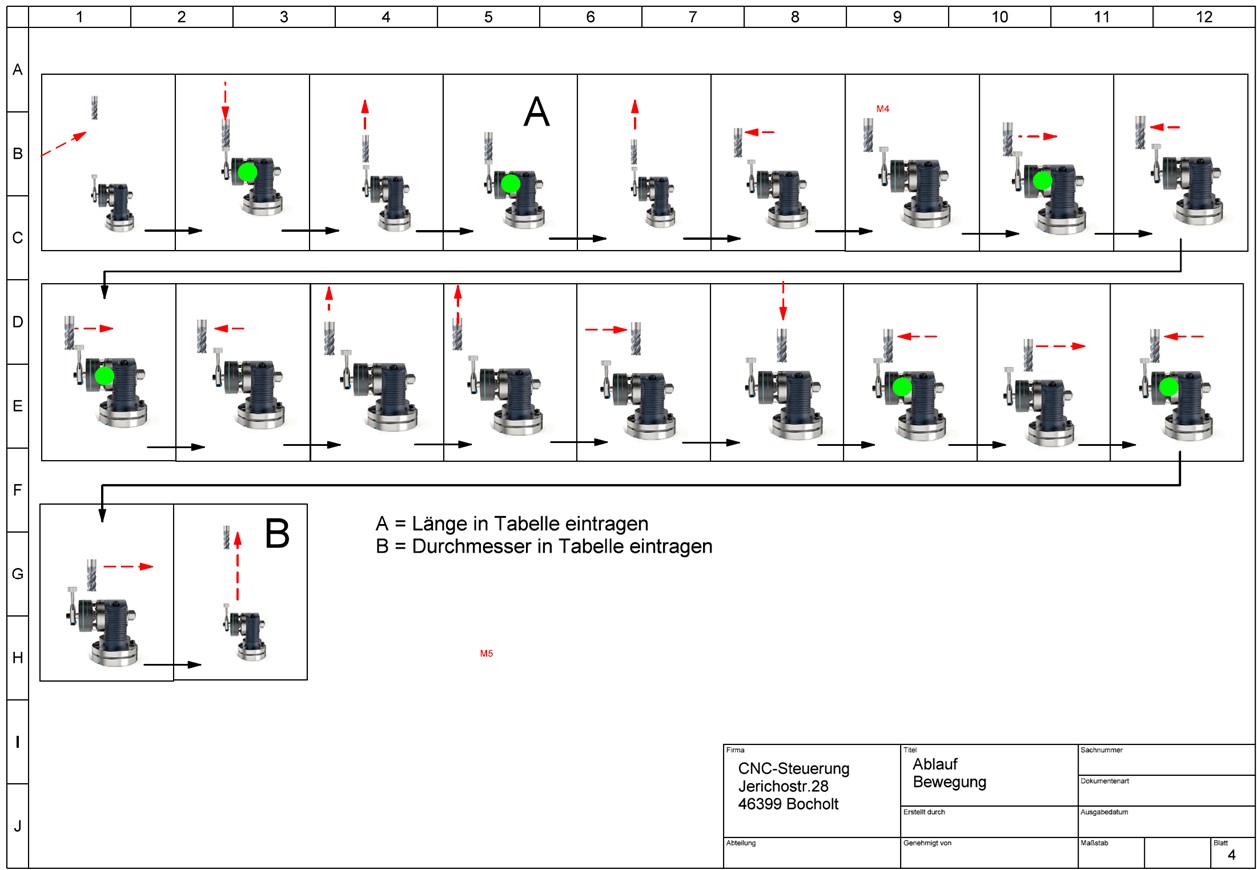
Zuerst wird die Länge (Abtastung entlang der Z-Achse) ermittelt.
Danach erfolgt die Abtastung in X-Richtung (oder Y-Richtung, je nach Einstellung der Variable „Taster_Hauptrichtung“ (s. Oben).
Schließlich fährt die Spindel an eine gesicherte Position und die Drehung wird gestoppt (M5).
War dieser Beitrag hilfreich?
Vielen Dank für Ihr Feedback!
Kommentare (0)